
Warum sind Rohrnieten die kluge Wahl für eine schnelle, zuverlässige und kostengünstige Montage?
Wenn eine Montagelinie Tausende von Bauteilen pro Stunde zusammenfügen muss, kommt es auf jede Sekunde und jeden Cent an. Vollnieten sind stark, setzen sich aber nur langsam fest. Schrauben und Muttern führen zu losen Teilen und es besteht die Gefahr, dass sie sich durch Vibrationen lösen. Rohrnieten bieten einen bewährten Mittelweg: Sie lassen sich schnell installieren, halten sicher und kosten weniger als die meisten Alternativen. Nuote Metals hat Millionen von Rohrnieten für Branchen hergestellt, die eine gleichbleibende Qualität bei hoher Geschwindigkeit erfordern.
Dieser Leitfaden deckt alles ab, was ein Fachmann über Rohrnieten wissen muss – von grundlegenden Definitionen bis hin zu erweiterten Auswahlkriterien.
Was sind Hohlnieten? Eine klare Definition
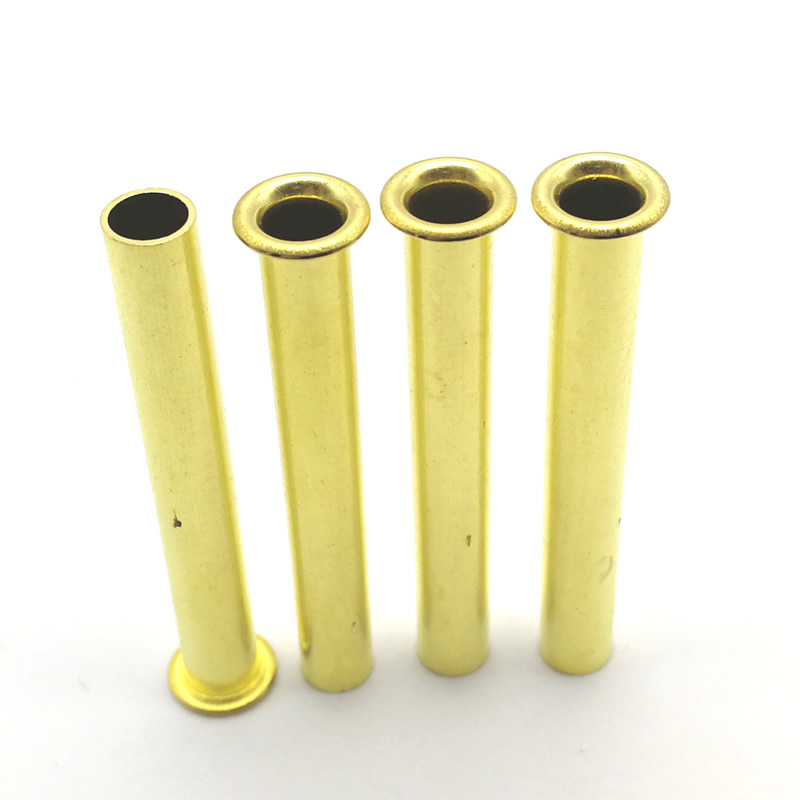
Ein Rohrniet ist ein dauerhaftes mechanisches Befestigungselement mit einem vorgeformten Kopf an einem Ende und einem hohlen Schaft, der entweder teilweise oder vollständig durch den Körper reicht. Das Hohlprofil reduziert das Metallvolumen, das beim Einbau verformt werden muss, sodass der Niet mit deutlich weniger Kraft gesetzt werden kann als ein Vollniet mit demselben Durchmesser.
Kerneigenschaften von Rohrnieten
Hohlschaftdesign: Reduziert die Setzkraft um 30–60 % im Vergleich zu Vollnieten
Dauerhafte Verbindung: Einmal gerollt, löst sich die Verbindung bei Vibration nicht
Zweiseitiger Zugang erforderlich: Beide Enden des Niets müssen zum Setzen erreichbar sein
Schnelle Zykluszeiten: Bis zu 150–200 Teile pro Minute auf automatisierten Anlagen
Sauberes Finish: Das gerollte Ende sorgt für eine glatte, gratfreie Oberfläche
Nuote-Metallestellt sowohl Vollrohr- als auch Halbrohrnieten her, sodass Kunden genau das Stärke-zu-Kraft-Verhältnis auswählen können, das ihre Anwendung erfordert.
Vollrohrnieten vs. Halbrohrnieten – Hauptunterschiede
Viele Käufer verwenden den Begriff „Rohrnieten“ weit gefasst, technische Spezifikationen erfordern jedoch eine genaue Unterscheidung zwischen Vollrohr- und Halbrohrdesigns.
| Besonderheit | Vollrohrniet | Halbhohlniet |
|---|---|---|
| Hohltiefe | 100 % der Schaftlänge | 20–40 % der Schaftlänge (nur Schwanzende) |
| Einstellkraft | Am niedrigsten (40–60 % weniger als Feststoff) | Mäßig (30–50 % weniger als fest) |
| Scherfestigkeit | 50–70 % Vollniet | 80–95 % Vollniet |
| Typische Anwendungen | Weiche Materialien, Zierleisten, leichte Baugruppen | Bremsbeläge, Scharniere, Möbel, Mittellastgelenke |
| Materialstärkenbereich | Dünn bis mittel (0,5–4,0 mm Stapel) | Mittel bis dick (1,0–8,0 mm Stapel) |
Beide Typen fallen unter die Kategorie der Hohlnieten. Nuote Metals empfiehlt Vollrohr für Arbeiten mit geringer Last und hoher Geschwindigkeit und Halbrohr, wenn eine größere strukturelle Integrität erforderlich ist.
Kopfformen und Konfigurationen von Rohrnieten
Nuote-Metalleproduziert Rohrnieten in verschiedenen Kopfformen, um unterschiedlichen Montageanforderungen und ästhetischen Vorlieben gerecht zu werden.
Gängige Kopfstile
| Kopfstil | Aussehen | Beste Anwendung |
|---|---|---|
| Flacher Kopf | Flaches Profil, breiter Flansch | Bleche, Kunststoffgehäuse, Bremsbeläge |
| Ovaler Kopf | Leicht gewölbte, glatte Oberfläche | Möbel, Gepäck, sichtbare Außenfugen |
| Senkkopf | Bündig mit der Oberfläche | Luft- und Raumfahrtpaneele, Elektronikgehäuse |
| Runder Kopf | Hohe Kuppel, klassische Nietenoptik | Schweres Gerät, Landmaschinen |
| Fachwerkkopf | Extrabreite Auflagefläche | Weiche Materialien (Holz, Leder, Gummi) |
Benutzerdefinierte Konfigurationen verfügbar
Schultertyp: Abgestufter Schaft für Dreh- oder Abstandshalterfunktionen
Stufennieten: Variabler Schaftdurchmesser für mehrlagige Stapel
Sporennieten: Kleine Zacken an der Unterseite zum Einbeißen in weiche Materialien
Materialien und Oberflächen für Rohrnieten
Die Leistung von Hohlnieten hängt stark von der Materialauswahl ab.Nuote-Metallebietet ein umfassendes Sortiment an Metallen und Oberflächenbehandlungen.
Basismetalloptionen
Kohlenstoffarmer Stahl (C1008, C1010): Hochfest, wirtschaftlich, erfordert eine Beschichtung zur Korrosionsbeständigkeit. Wird in der Automobil- und allgemeinen Industrie verwendet.
Edelstahl (304, 316): Hervorragende Korrosionsbeständigkeit, hohe Haltbarkeit. Ideal für Schiffs-, Medizin- und Lebensmittelverarbeitungsgeräte.
Aluminium (1100, 5056, 6061): Leicht, natürlich korrosionsbeständig. Häufig in der Luft- und Raumfahrt sowie in der Unterhaltungselektronik.
Messing (C2600, C2700): Gute Leitfähigkeit, attraktive Goldfarbe. Wird in elektrischen Anschlüssen und dekorativer Hardware verwendet.
Kupfer: Hervorragende elektrische und thermische Leitfähigkeit. Kommt in Transformatoren, Erdungskomponenten und Wärmetauschern vor.
Oberflächenbeschaffenheit
| Beenden | Eigenschaften | Typische Verwendung |
|---|---|---|
| Verzinkung | Einfacher Korrosionsschutz, geringe Kosten | Kfz-Teile, Hardware für den Innenbereich |
| Vernickelung | Hell, glatt, mäßige Korrosionsbeständigkeit | Sichtbare Elektronik, dekorative Verschlüsse |
| Verzinnung | Lötbare Oberfläche | Elektrische Verbindungen, Leiterplattenbestückungen |
| Passivierung | Nur für Edelstahl, entfernt freies Eisen | Medizinische Geräte, Reinraumausrüstung |
| Eloxieren | Für Aluminium, harte Verschleißschutzschicht | Luft- und Raumfahrt, Outdoor-Ausrüstung |
Schlüsselindustrien und Anwendungen für Hohlnieten
WeilRohrnietenSie bieten eine schnelle Einstellung und zuverlässige Klemmung und werden in vielen Fertigungsbereichen eingesetzt. Nuote Metals hat diese Verbindungselemente für die folgenden Anwendungen geliefert.
Automobilindustrie
Bremsbacken- und Belagbaugruppen
Kupplungsbelagaufsätze
Verankerungspunkte für Sicherheitsgurte
Befestigung der Innenverkleidung
HVAC-Klappengestänge
Möbel und Holzbearbeitung
Verbindungen zwischen Stuhl- und Tischgestell
Nieten der Schubladenführung
Klappmechanismus schwenkbar
Klebestreifen für Polstermöbel
Konsumgüter und Gepäck
Koffergriffbefestigungen
Scharnierbaugruppen für Laptops und Tablets
Gehäuse für Küchengeräte
Gehäusenieten für Elektrowerkzeuge
Elektronik und Elektrik
Relais- und Schalterklemmen
Klemmung des Transformatorkerns
Anschlüsse des Akkupacks
Abstandshalter zur Leiterplattenunterstützung
Medizinische Geräte
Orthopädische Stützgelenke
Gelenke chirurgischer Instrumente
Einstellmechanismen für Krankenhausbetten
Rahmen für Diagnosegeräte
Leder- und Textilprodukte
Verstärkungen der Gürtellöcher
Befestigungen für Taschen- und Rucksackgurte
Sattler- und Reitzubehör
Ösenverstärkung aus Segeltuch und Plane
Vorteile der Verwendung von Rohrnieten
Warum wählen HerstellerRohrnietenübersolide Nieten, Blindnieten oder Schraubverbindungen? Nuote Metals hebt die folgenden Vorteile hervor.
| Vorteil | Erläuterung |
|---|---|
| Geringe Montagekraft | 30–60 % weniger als Vollnieten, wodurch die Ermüdung des Bedieners und der Werkzeugverschleiß verringert werden |
| Hochgeschwindigkeitseinstellung | Automatisierte Systeme können 150–200 Nieten pro Minute installieren |
| Dauerhafte Verbindung | Kein Gewindelockern bei Vibration oder zyklischer Belastung |
| Sauberes Erscheinungsbild | Der gerollte Schwanz ist glatt und gleichmäßig, keine scharfen Kanten |
| Materialeinsparungen | Das Hohldesign verbraucht weniger Rohmaterial als Vollnieten |
| Keine sekundäre Hardware | Keine Unterlegscheiben, Muttern oder Sicherungsscheiben erforderlich |
| Einfache Sichtprüfung | Eine richtig geformte Rolle ist sofort sichtbar |
So wählen Sie den richtigen Rohrniet für Ihre Baugruppe aus
Bei der Auswahl der richtigen Hohlnieten müssen fünf Schlüsselparameter bewertet werden.
1. Dicke des Materialstapels
Gesamtdicke aller zu verbindenden Schichten messen
Für Vollrohrnieten: Länge = Stapeldicke + 0,5–1,0 mm
Für Halbhohlniete: Länge = Stapeldicke + 0,8–1,2 × Schaftdurchmesser
2. Ladeanforderungen
Scherbelastungen: Halbhohlniete werden bevorzugt
Zugbelastung (Auszug): Vollrohrnieten mit großen Flanschen
Gemischte Belastungen: Halbrohrförmig mit Fachwerkkopf
3. Umgebungsbedingungen
Innen trocken: Verzinkter Stahl
Außenfeuchtigkeit: Edelstahl oder eloxiertes Aluminium
Salzwassereinwirkung: Edelstahl 316 oder Messing
Hohe Temperatur (über 150 °C): Stahl oder Edelstahl
4. Produktionsvolumen
| Volumen | Empfohlene Einstellungsmethode |
|---|---|
| Niedrig (unter 5.000) | Manuelle oder pneumatische Presse |
| Mittel (5.000–50.000) | Pneumatik- oder Servopresse |
| Hoch (über 50.000) | Vollautomatisches Nietsystem |
5. Qualität der Lochvorbereitung
Der Lochdurchmesser sollte 0,05–0,10 mm größer sein als der Nietschaft
Gratfreie Löcher verhindern Rissbildung bei der Rollenbildung
Bei Materialien über 1,5 mm Dicke empfiehlt sich das beidseitige Entgraten
Best Practices für die Installation von Rohrnieten
Um die von Rohrnieten erwartete Leistung zu erzielen, ist die richtige Einstellung unerlässlich.Nuote-Metalleempfiehlt den folgenden Prozess.
Schritt-für-Schritt-Installation
Bereiten Sie das Loch vor – Bohren oder stanzen Sie es auf den richtigen Durchmesser. Entfernen Sie alle Grate
Setzen Sie die Niete ein – Legen Sie den Kopf gegen die zugängliche Seite, wobei der hohle Schwanz hervorsteht
Stützen Sie den Kopf – Verwenden Sie einen flachen oder konkaven Amboss, der zur Kopfform passt
Axiale Kraft anwenden – Verwenden Sie eine Nietpresse, ein Hammerwerkzeug oder ein automatisches Setzgerät
Beobachten Sie die Rolle – der hohle Schwanz sollte sich gleichmäßig nach außen kräuseln, ohne zu reißen
Überprüfen Sie die Verbindung – der gerollte Kopf muss gleichmäßig sein und eng am Material anliegen
Häufige Installationsfehler und Lösungen
| Defekt | Wahrscheinliche Ursache | Korrekturmaßnahme |
|---|---|---|
| Rissige Rolle | Übermäßiger Kraftaufwand oder zu harte Niete | Einstelldruck reduzieren; Überprüfen Sie die Materialhärte |
| Außermittige Rolle | Falsch ausgerichteter Stempel oder verbogene Niete | Werkzeuge neu ausrichten; Überprüfen Sie die Geradheit der Nieten |
| Unzureichende Rolle | Niet zu kurz oder Kraft zu gering | Nietlänge bzw. Setzdruck erhöhen |
| Abgeflachte Rolle | Kraft zu hoch oder Amboss falsch | Kraft reduzieren; Verwenden Sie das richtige Ambossprofil |
| Geteilter Schaft | Loch zu klein oder Niete zu groß | Überprüfen Sie den Lochdurchmesser und die Niettoleranz |
Nuote-MetalleBietet detaillierte Einstelltabellen und Werkzeugempfehlungen für jede Nietengröße und Materialkombination.
【Rohrnieten】FAQ – Antworten auf häufig gestellte Fragen
F1: Was ist der Unterschied zwischenRohrnietenund Blindnieten (Popnieten)?
A: Der wichtigste Unterschied ist der Installationszugriff. Bei Rohrnieten ist der Zugang zu beiden Seiten der Verbindung erforderlich: eine Seite zur Unterstützung des Kopfes, die andere zur Bildung des gerollten Schwanzes. Blindnieten (oft Popnieten genannt) sind für die einseitige Montage konzipiert: Sie werden von einer Seite eingesetzt und ein Dorn wird durch den Körper gezogen, um die Blindseite aufzuweiten. Rohrnieten bieten im Allgemeinen eine höhere Scherfestigkeit und ein saubereres Erscheinungsbild als Blindnieten mit demselben Durchmesser. Wenn Ihre Baugruppe jedoch geschlossene Abschnitte aufweist, an die Sie die Rückseite nicht erreichen können, sind Blindnieten die einzige Wahl. Nuote Metals stellt beide Produktfamilien her. Bei offenen Strukturen mit zweiseitigem Zugang sind Rohrnieten in der Regel wirtschaftlicher und lassen sich in automatisierten Linien schneller installieren.
F2: Wie berechne ich die richtige Rohrnietlänge für meine Anwendung?
A: Die Formel unterscheidet sich geringfügig zwischen Vollrohr- und Halbrohrnieten. Für Vollrohrnieten verwenden Sie: Nietlänge = Materialstapeldicke + 0,5 bis 1,0 mm. Die zusätzliche Länge bildet den gerollten Kopf. Zum Beispiel beim Verbinden von zwei Blechen mit einer Gesamtdicke von 2,5 mm: Wählen Sie eine Nietenlänge von 3,0–3,5 mm. Für Halbhohlnieten verwenden Sie: Nietlänge = Materialstapeldicke + 0,8 bis 1,2 × Nietdurchmesser. Beispiel: 3,0-mm-Stapel mit Nieten mit 3,0-mm-Durchmesser ergibt 3,0 + (1,0 × 3,0) = 6,0 mm Länge. Der längere Vorsprung ist erforderlich, da sich das Hohlprofil nur am Ende befindet und mehr Material benötigt wird, um eine richtige Rolle zu bilden. Nuote Metals bietet kostenlose Längenauswahltabellen und Musterkits an, die Ihnen helfen, die richtige Größe vor der vollständigen Produktion zu überprüfen.
F3: Können Rohrnieten mit Kunststoff- oder Verbundwerkstoffen verwendet werden?
Ja, aber mit besonderem Augenmerk auf Lochdesign und Einstellparameter. Rohrnieten funktionieren gut mit vielen technischen Kunststoffen (ABS, Polycarbonat, Nylon) und Verbundmaterialien wie Glasfaser oder Kohlefaser. Diese Materialien reagieren jedoch empfindlicher auf Klemmdruck und Lochtoleranz als Metalle. Nuote Metals empfiehlt Folgendes für Kunststoff-/Verbundbaugruppen:
Verwenden Sie einen größeren Flanschkopf (Flanschkopf oder Flachkopf), um die Klemmkraft zu verteilen
Erhöhen Sie die Toleranz des Lochdurchmessers auf 0,10–0,15 mm über dem Nietschaft
Reduzieren Sie die Setzkraft im Vergleich zu Stahl-auf-Stahl-Anwendungen um 20–30 %
Erwägen Sie bei dünnen Kunststoffen (unter 1,5 mm) die Verwendung einer Unterlegscheibe oder den Wechsel zu Halbrohren mit geringer Hohltiefe
Testen Sie vor der Produktion immer Mustercoupons
Nuote-Metallekann Rohrnieten mit optimierten Kopfgeometrien speziell für die Kunststoff- und Verbundmontage liefern.
Warum Nuote Metals ein vertrauenswürdiger Partner für Rohrnieten ist
HerstellungRohrnietenDie Einhaltung gleichbleibender, hoher Qualitätsstandards erfordert präzises Kaltstauchen, kontrollierte Hohltiefenformung und strenge Qualitätssicherung. Nuote Metals bringt bei jeder Bestellung über zwei Jahrzehnte Erfahrung ein.
ISO 9001:2015 zertifiziert – Vollständige Rückverfolgbarkeit von der Rohmaterialrolle bis zur fertigen Verpackung
Eigenes Werkzeugdesign – Individuelle Kopfstile, Hohltiefen und Schulterkonfigurationen werden in 10–15 Tagen entwickelt
Große Materialpalette – Kohlenstoffstahl, Edelstahl, Aluminium, Messing, Kupfer und Speziallegierungen
Statistische Prozesskontrolle (SPC) – Jede Charge wird auf Schaftdurchmesser, Konzentrizität, Kopfhöhe und Härte überwacht
Galvanisieren und Beschichten im eigenen Haus – Zink, Nickel, Zinn, Passivierung und Eloxierung unter einem Dach
Verpackungsflexibilität – Großkartons, Tape-and-Reel, Stangenzuführung oder kundenspezifische Beutel
Technischer technischer Support – Kostenlose Anwendungsüberprüfungen, Fehlerbehebung bei der Installation und Fehleranalyse
Unabhängig davon, ob Ihre Bestellung 5.000 oder 5 Millionen Stück umfasst, liefert Nuote Metals Rohrnieten, die genau Ihren Spezifikationen entsprechen.
Kontaktieren Sie Nuote Metals für Ihre Anforderungen an Rohrnieten
Von Kfz-Bremsbaugruppen bis hin zu Scharnieren für elektronische Geräte bieten Rohrnieten die ideale Kombination aus schneller Installation, zuverlässiger Klemmung und Kosteneffizienz. Nuote Metals verfügt über das technische Wissen, die Produktionskapazität und die Qualitätssysteme, um Ihr Projekt zu unterstützen.
Kontaktieren Sie Nuote Metals noch heute:
🌐 Website: www.nuotemetal.com
📧 E-Mail: info@notinmetal.com
📞 Telefon: +86 13316629095
Fordern Sie technische Datenblätter, kostenlose Muster oder eine technische Beratung an. Lassen Sie sich von Nuote Metals dabei helfen, Ihre Montagelinie mit präzisionsgefertigten Rohrnieten zu verbessern – entwickelt für Geschwindigkeit, gebaut für Zuverlässigkeit.
Anfrage absenden


X
Wir verwenden Cookies, um Ihnen ein besseres Surferlebnis zu bieten, den Website-Verkehr zu analysieren und Inhalte zu personalisieren. Durch die Nutzung dieser Website stimmen Sie der Verwendung von Cookies zu.
Datenschutzrichtlinie