
Produkte









Hochpräzises Metallstanzen
Sind Sie auf der Suche nach Genauigkeit im Mikrometerbereich? Nuote Metals, ein chinesisches Werk, liefert kundenspezifische hochpräzise Metallstanzungen für komplexe Komponenten in der Automobil-, Elektronik- und Medizintechnik. Unsere fortschrittlichen Werkzeuge sorgen für enge Toleranzen und gratfreie Kanten und verhindern so Nacharbeit und Ausschuss. Ganz gleich, ob Sie komplizierte Formen oder hohe Volumenkonsistenz benötigen, unser Stanzverfahren garantiert die Wiederholbarkeit Teil für Teil. Beheben Sie schlechte Passform und vorzeitigen Verschleiß mit präzisionsgefertigten Metallprägungen. Vertrauen Sie uns für Qualität, die Kosten senkt und die Zuverlässigkeit erhöht.
Anfrage absenden
Produktbeschreibung
Wenn Ihr Design Merkmale im Mikrometerbereich oder Biegewinkel von einem halben Grad erfordert, reicht herkömmliches Stanzen nicht aus.Hochpräzises Metallstanzenkombiniert fortschrittliche Pressentechnologie, Hartmetallwerkzeuge und strenge Prozesskontrolle, um Komponenten zu liefern, die anspruchsvolle Spezifikationen erfüllen – Teil für Teil, über Millionen von Zyklen hinweg.
Nuote-Metalleist auf hochpräzises Metallstanzen für Branchen wie medizinische Geräte, Steckverbinder für die Luft- und Raumfahrt, Automobilsensoren und Elektronik spezialisiert. In diesem Leitfaden werden unsere Fähigkeiten, Qualitätssysteme und unser transparenter Ansatz für die Präzisionsfertigung erläutert.

Praxisnahe Anwendungen unseres Präzisionsstanzens
Fall 1 – Medizinisches Sensorgehäuse
Ein Hersteller medizinischer Geräte benötigte ein Edelstahlgehäuse mit einer kritischen Ebenheit von 0,05 mm auf 40 mm Länge. Durch hochpräzises Metallstanzen haben wir 200.000 Einheiten mit einem Cpk-Wert von 1,33 bei der Ebenheitseigenschaft hergestellt. Der Kunde hat die FDA-Inspektion ohne Beanstandungen in Bezug auf unsere Teile bestanden.
Fall 2 – Kfz-Anschlussklemme
Ein Automobilzulieferer benötigte einen Messinganschluss mit einem Loch von 0,3 mm Durchmesser, das innerhalb von ±0,01 mm von der tatsächlichen Position positioniert war. UnserHochpräzises MetallstanzenDer Prozess hielt die Toleranz über 5 Millionen Teile hinweg ein, wodurch ein Nachbohren überflüssig wurde und der Kunde 0,02 US-Dollar pro Teil einsparte.
Technische Parameter und Fähigkeiten
Wir definierenHochpräzises Metallstanzendurch die von uns eingehaltenen Toleranzen und die von uns hergestellten Merkmale.
Maßtoleranzen
| Besonderheit | Standardpräzision | Hohe Präzision (auf Anfrage) |
|---|---|---|
| Lochdurchmesser (unter 5 mm) | ±0,025 mm | ±0,010 mm |
| Loch-zu-Loch-Mittelabstand | ±0,025 mm | ±0,010 mm |
| Rohteilkontur (Scherkante) | ±0,050 mm | ±0,025 mm |
| Biegewinkel | ±0,5° | ±0,2° |
| Geformte Höhe (Grübchen, Versätze) | ±0,05 mm | ±0,02 mm |
| Ebenheit über 50 mm Länge | ±0,10 mm | ±0,05 mm |
| Grathöhe (Scherkante) | ≤0,05 mm | ≤0,02 mm |
Materialstärke und Pressfähigkeiten
| Parameter | Reichweite |
|---|---|
| Materialstärke (Stahl, Edelstahl, Messing) | 0,10 mm – 2,0 mm |
| Materialstärke (Aluminium, Kupfer) | 0,15 mm – 2,5 mm |
| Presstonnage | 25 – 200 Tonnen |
| Pressgeschwindigkeit (für Präzisionsarbeiten) | 100 – 400 SPM (langsamer als Hochgeschwindigkeitsprägen) |
| Maximale Streifenbreite | 300 mm |
| Spulengewichtskapazität | Bis 1.000 kg |
Materialien, die wir häufig stempeln
- Edelstahl – 304, 316, 301 vollhart
- Kohlenstoffstahl – SPCC, SPCD, 1008, 1010, 1045
- Messing – C26000, C26800
- Phosphorbronze – C5191
- Berylliumkupfer – C17200 (wärmebehandelt nach dem Stanzen)
- Aluminium – 5052, 1100, 6061 (geglüht)
- Neusilber – für korrosionsbeständige Kontakte
Schauen Sie sich unsere Stanzwerkstatt an, um zu erfahren, wie wir ein Stanzteil herstellen.
Unser siebenstufiger hochpräziser Metallstanzprozess
Wir folgen einem disziplinierten Arbeitsablauf, um enge Toleranzen zu erreichen und einzuhalten.
Schritt für Schritt vom Rohmaterial zum fertigen Teil
1. Materialbeschaffung –Wir kaufen zertifizierte Spulen von zugelassenen Mühlen. Zur vollständigen Rückverfolgbarkeit wird jeder Spule eine Wärmenummer zugewiesen.
2. Materialinspektion –Eingehende Spulen werden mit einem Spektrometer und einem Laserdickenmessgerät getestet. Wir lehnen jede Spule ab, deren Dicke mehr als ±2 % des Nennwerts beträgt.
3. Werkzeuganpassung oder -einrichtung –Für neue Teile entwerfen und bearbeiten wir Folgeverbundgesenke aus Hartmetall mit drahterodierten Profilen (Toleranz der Gesenköffnung ±0,002 mm). Bei vorhandenen Werkzeugen überprüfen unsere Techniker die Matrizenausrichtung und den Zustand der Führungsstifte.
4. Erstmusterprüfung –Die Presse verarbeitet 50 Musterstücke. Mithilfe eines KMG oder Bildverarbeitungssystems messen wir jedes Maß auf der Zeichnung. Dem Kunden wird ein vollständiger FAI-Bericht zugesandt.
5. Massenproduktion –Nach der Genehmigung lassen wir die Druckmaschine mit optimierter Geschwindigkeit laufen (normalerweise 150–250 SPM für Präzisionsarbeiten). Alle 500 Teile werden prozessbegleitende Kontrollen auf kritische Abmessungen durchgeführt.
6.Beschichtung durch Subunternehmer (falls erforderlich) –Für Teile, die eine Zink-, Nickel-, Zinn- oder Goldbeschichtung erfordern, senden wir Chargen an unsere zertifizierten Partner. Die Dicke der Beschichtung wird durch RFA überprüft.
7. Abschließende Ausgangskontrolle –Zur 100%-Kontrolle kritischer Abmessungen setzen wir optische Sortiermaschinen ein. Zur vollständigen Verifizierung wird eine AQL-Stichprobe (Stufe II, 1.0) gezogen. Jeder Lieferung liegt ein Konformitätszertifikat bei.

Qualitätssicherung und Zertifizierungen
UnserHochpräzises MetallstanzenDer Betrieb wird durch folgende Zertifizierungen unterstützt:
| Zertifizierung | Umfang |
|---|---|
| ISO 9001:2015 | Qualitätsmanagementsystem |
| IATF 16949 | Automobilqualität (verfügbar für Automobilprojekte) |
| ISO 13485 | Qualität von Medizinprodukten (auf Anfrage erhältlich) |
| RoHS / REACH | Materialkonformität |

Jede Lieferung beinhaltet:
- Werksprüfzeugnis (Materialchemie und Härte)
- Erstmusterprüfbericht (für Neuwerkzeuge)
- Maßkontrollbericht (für Produktionslose)
- Beschichtungszertifikat (falls zutreffend)
- Unterzeichnetes Konformitätszertifikat
Transparente Richtlinien für Präzisionsstanzen
Beispielrichtlinie –50 kostenlose Teile aus Neuwerkzeug (Kunde zahlt Versand)
Mindestbestellmenge –10.000 Stück für Neuwerkzeuge; 5.000 für vorhandene Werkzeuge
Vorlaufzeit für den Werkzeugbau –20–30 Werktage für Folgeverbundwerkzeuge
Vorlaufzeit für die Produktion –10–15 Werktage nach Musterfreigabe
Werkzeugbesitz –Der Kunde behält das Eigentum an den Werkzeugen; wir verwahren es unentgeltlich
Rückgaberecht -Defekte Teile werden kostenlos ersetzt
Nuote-Metalleerhebt keine Kosten für die erneute Qualifizierung, wenn die Toleranzen bei Erstmustern nicht eingehalten werden.
Kunden, mit denen wir zusammenarbeiten
Häufig gestellte Fragen
F1: Was ist der Unterschied zwischen hochpräzisem Metallstanzen und herkömmlichem Stanzen?
A: Der Hauptunterschied besteht im Grad der Dimensionskontrolle. Beim herkömmlichen Stanzen liegen typischerweise Toleranzen von ±0,10 mm bis ±0,25 mm vor. Unser hochpräzises Metallstanzen erreicht ±0,025 mm an Lochpositionen und ±0,05 mm an Rohlingskonturen. Möglich wird dies durch den Einsatz von Hartmetallmatrizen mit drahterodierten Öffnungen, Pressen mit geführten Stößelsystemen und einer prozessbegleitenden statistischen Prozesskontrolle. Für Anwendungen, bei denen Teile in der automatisierten Montage verwendet werden oder bei denen die Passung mit passenden Komponenten von entscheidender Bedeutung ist, empfehlen wir hochpräzises Metallstanzen, um Nacharbeiten oder Montagefehler zu vermeiden.
F2: Wie hält man die Werkzeugstandzeit aufrecht und hält dabei so enge Toleranzen über Millionen von Hüben ein?
A: Wir verwenden Wolframcarbid-Einsätze für alle Schneid- und Formstationen. Hartmetall behält scharfe Kanten 10–20 Mal länger als Werkzeugstahl, wodurch Gratbildung und Maßabweichung verhindert werden. Um die Reibung zu verringern, versehen wir Stempel auch mit TiCN- oder AlCrN-Beschichtungen. Unsere Werkzeugingenieure überwachen den Stempelverschleiß mithilfe von Sensoren im Gesenk, die die Abstreifkraft messen. Wenn ein vorgegebener Schwellenwert erreicht wird, stoppt die Presse automatisch. Die typische Lebensdauer des Werkzeugs für hochpräzises Metallstanzen von 0,5 mm dickem Edelstahl beträgt 3–5 Millionen Hübe, bevor ein Nachschärfen erforderlich ist.
F3: Können Sie hochpräzises Metallstanzen auf Materialien durchführen, die dünner als 0,1 mm sind? Welche Herausforderungen entstehen?
A: Ja, wir haben gestanzte Materialien mit einer Dicke von nur 0,05 mm (Berylliumkupfer und Edelstahl). Zu den Herausforderungen gehören jedoch die Materialhandhabung (dünne Spulen knicken leicht), das Auswerfen von Teilen (statische Aufladung kann dazu führen, dass Teile an den Stempeln kleben bleiben) und die Messung (Standardmessschieber können nicht verwendet werden). Wir lösen diese Probleme durch den Einsatz von Servovorschüben mit Spannungsregelung, antistatischen Ionisatoren und berührungslosen Lasermikrometern zur Inspektion. Für hochpräzises Metallstanzen von ultradünnen Materialien empfehlen wir außerdem langsamere Pressgeschwindigkeiten (100–150 SPM), um Vibrationen zu reduzieren. Bitte kontaktieren Sie uns für eine Machbarkeitsprüfung mit Ihrer spezifischen Dicke und Teilegeometrie.
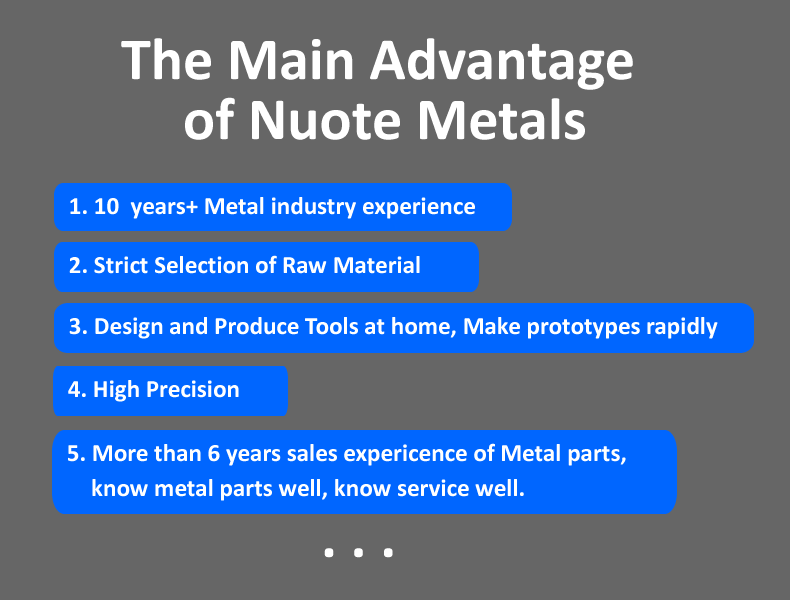
Warum sollten Sie sich für uns für hochpräzises Metallstanzen entscheiden?
- Eigene Werkzeugkonstruktion und Herstellung von Hartmetall-Matrizen
- KMG- und Bildverarbeitungssysteme zur Dimensionsvalidierung
- Statistische Prozesskontrolle (SPC) bei jedem Produktionslauf
- Vollständige Materialrückverfolgbarkeit vom Coil bis zum fertigen Teil
- Kostenloser Erstmusterprüfbericht zu jedem neuen Werkzeug
- Weltweiter Versand in über 50 Länder
KontaktNuote-MetalleHeute, um Ihre zu besprechenHochpräzises MetallstanzenProjekt oder um ein Musterteil aus einem vorhandenen Werkzeug anzufordern.
Hot-Tags: Hochpräzises Metallstanzen, Hersteller von Präzisionsstanzen in China, Lieferant von Präzisionsstanzen aus Metall
Anfrage absenden
Bitte zögern Sie nicht, Ihre Anfrage im untenstehenden Formular zu stellen. Wir werden Ihnen innerhalb von 24 Stunden antworten.








X
Wir verwenden Cookies, um Ihnen ein besseres Surferlebnis zu bieten, den Website-Verkehr zu analysieren und Inhalte zu personalisieren. Durch die Nutzung dieser Website stimmen Sie der Verwendung von Cookies zu.
Datenschutzrichtlinie