
Produkte






Hochgeschwindigkeitsprägen
Von unserem Werk in China aus liefert Nuote Metals kundenspezifisches Hochgeschwindigkeitsstanzen für Präzisionsteile. Dieser Prozess gewährleistet eine schnelle Produktion und enge Toleranzen und senkt die Kosten für Bestellungen im Automobil- und Elektronikbereich. Verlassen Sie sich auf uns für eine effiziente Produktion, die Ihr Projekt vorantreibt.
Anfrage absenden
Produktbeschreibung
In der wettbewerbsintensiven Welt der Metallumformung wirkt sich die Geschwindigkeit direkt auf die Kosten aus. Hochgeschwindigkeitsstanzen ist der Herstellungsprozess, der Tausende von Präzisionskomponenten pro Minute liefert – was ihn zur bevorzugten Wahl für Branchen macht, die große Mengen kleiner bis mittelgroßer Metallteile benötigen.
Nuote-Metallebetreibt eine spezielle Hochgeschwindigkeits-Stanzanlage mit Pressen, die 200 bis 1.200 Hübe pro Minute leisten können. Unsere Hochgeschwindigkeits-Stanzlinien produzieren jährlich Milliarden von Teilen für die Automobil-, Elektronik-, Medizin- und Konsumgüterbranche.
Was ist Hochgeschwindigkeitsprägen?
Beim Hochgeschwindigkeitsstanzen handelt es sich um einen Metallumformprozess, bei dem maßgeschneiderte progressive Matrizen verwendet werden, die auf Pressen montiert sind, die deutlich höhere Taktraten aufweisen als herkömmliches Stanzen. TypischHochgeschwindigkeitsprägenarbeitet mit 200–1.200 Hüben pro Minute (SPM), verglichen mit 30–80 Hüben pro Minute bei Standardpressen.
DerHochgeschwindigkeitsprägenDer Prozess führt Metallspulen durch eine Richtmaschine und in die Presse. Bei jedem Hub werden mehrere Vorgänge – Lochen, Stanzen, Biegen, Prägen – gleichzeitig ausgeführt. Die Teile verlassen die Form mit Geschwindigkeiten, die in Tausenden pro Stunde gemessen werden.
Hauptmerkmale des Hochgeschwindigkeitsprägens:
Extrem hoher Output – Millionen Teile pro Woche aus einer einzigen Presse
Enge Toleranzen – eingehalten durch starre Matrizenkonstruktion und Pressenstabilität
Minimaler Arbeitsaufwand – Vollautomatische Coil-to-Part-Produktion
Niedrigerer Stückpreis – Hohe Stückzahlen amortisieren Werkzeug- und Einrichtungskosten

Warum Nuote Metals für das Hochgeschwindigkeitsstanzen wählen?
Spezialausrüstungsflotte
Nuote-Metalleunterhält eine Pressenlinie, die speziell für das Hochgeschwindigkeitsstanzen konfiguriert ist. Alle Pressen verfügen über fortschrittliche Vibrationsdämpfungs- und Präzisionsführungssysteme.
| Drücken Sie Parameter | Spezifikation |
|---|---|
| Drücken Sie Typ | C-Rahmen und gerade Seite für hohe Geschwindigkeit |
| Presskapazität | 25 Tonnen bis 200 Tonnen |
| Geschwindigkeitsbereich | 200 – 1.200 Hübe pro Minute |
| Maximale Spulenbreite | 400 mm |
| Maximale Materialstärke | 3,0 mm (Stahl) / 1,5 mm (Edelstahl) |
| Vorschubgenauigkeit | ±0,05 mm |
| Sterbenschutz | Sensoren für Fehlzufuhr, Teileauswurf, Materialknickung |
Werkzeugkompetenz für Hochgeschwindigkeitsstanzen
Hochgeschwindigkeitsprägenstellt höchste Anforderungen an den Werkzeugbau. Nuote Metals entwickelt und baut Folgeverbundwerkzeuge speziell für den Hochgeschwindigkeitsbetrieb:
--Hartmetallstempel und -einsätze – Verschleißfestigkeit für Millionen Hübe
--Ausgeglichene Matrizenabschnitte – Reduzierte Vibrationen bei hohen Taktraten
--Positiver Teileauswurf – Luft- oder Federstifte, um die Matrize bei jedem Hub freizugeben
--Schmiersysteme – Mikronebelapplikatoren für eine gleichmäßige Coil-Beschichtung
--Schnellwechsel-Matrizensätze – Weniger als 30 Minuten für den Matrizenwechsel
Technische Möglichkeiten des Hochgeschwindigkeitsstanzens von Nuote-Metalle
Materialkompatibilität für Hochgeschwindigkeitsstanzen
Nicht alle Metalle weisen beim Hochgeschwindigkeitsstanzen die gleiche Leistung auf.Nuote-Metallehat die folgenden Materialien für die Hochgeschwindigkeitsproduktion validiert:
| Material | Typische Dicke | Maximaler SPM | Gemeinsame Teile |
|---|---|---|---|
| Kohlenstoffarmer Stahl (SPCC, SPCD) | 0,2 – 2,5 mm | 1.200 | Klemmen, Unterlegscheiben, Clips |
| Edelstahl (304, 301) | 0,1 – 1,2 mm | 600 | Federkontakte, medizinische Komponenten |
| Messing (C260, C268) | 0,1 – 2,0 mm | 1.000 | Elektrische Anschlüsse, Anschlussstifte |
| Phosphorbronze | 0,1 – 0,8 mm | 1.000 | Relaisfedern, Schaltzungen |
| Aluminium (5052, 1100) | 0,2 – 2,0 mm | 800 | Kühlkörper, EMI-Abschirmungen, Batteriekontakte |
| Kupfer (C110) | 0,1 – 1,5 mm | 1.200 | Sammelschienen, Erdungsklemmen |
Mit Hochgeschwindigkeitsstanzen erreichbare Maßtoleranzen
Trotz hoher RadverkehrsratenNuote-Metallehält enge Toleranzen durch In-Matrizen-Abtastung und Werkzeugstahlauswahl ein.
| Feature-Typ | Standardtoleranz (großes Volumen) | Präzisionsfähigkeit (mit In-Die-Sensoren) |
|---|---|---|
| Lochdurchmesser (unter 5 mm) | ±0,025 mm | ±0,010 mm |
| Rohteilkontur (progressiver Streifen) | ±0,050 mm | ±0,025 mm |
| Loch-zu-Loch-Mittelabstand | ±0,050 mm | ±0,025 mm |
| Formungshöhe (Biegungen, Grübchen) | ±0,075 mm | ±0,050 mm |
| Ebenheit (pro 50 mm Länge) | ±0,10 mm | ±0,05 mm |
| Grathöhe (Scherkanten) | ≤0,05 mm | ≤0,025 mm |
Produktionsmengen für das Hochgeschwindigkeitsstanzen
Hochgeschwindigkeitsprägenist bei höheren Volumina am wirtschaftlichsten.Nuote-MetalleBietet Hinweise zu Volumenstufen.
| Volumenstufe | Typische Teilemenge | Empfohlener Prozess | Vorlaufzeit (Werkzeugausstattung) |
|---|---|---|---|
| Prototyp / Pilot | 100 – 5.000 Stk | Lasergeschnitten oder Softtooling | 7 – 14 Tage |
| Geringe Lautstärke | 5.000 – 50.000 Stück | Konventionelles Stempeln (80 SPM) | 20 – 30 Tage |
| Mittlere Lautstärke | 50.000 – 500.000 Stück | Hochgeschwindigkeitsprägen (400 SPM) | 25 – 35 Tage |
| Hohe Lautstärke | 500.000 – 10 Mio.+ Stk | Hochgeschwindigkeitsprägen (800+ SPM) | 30 – 45 Tage |
Wenn Sie weitere Produktionsinformationen zu unserem Stanzen erfahren möchten, schauen Sie sich bitte das folgende Video an.
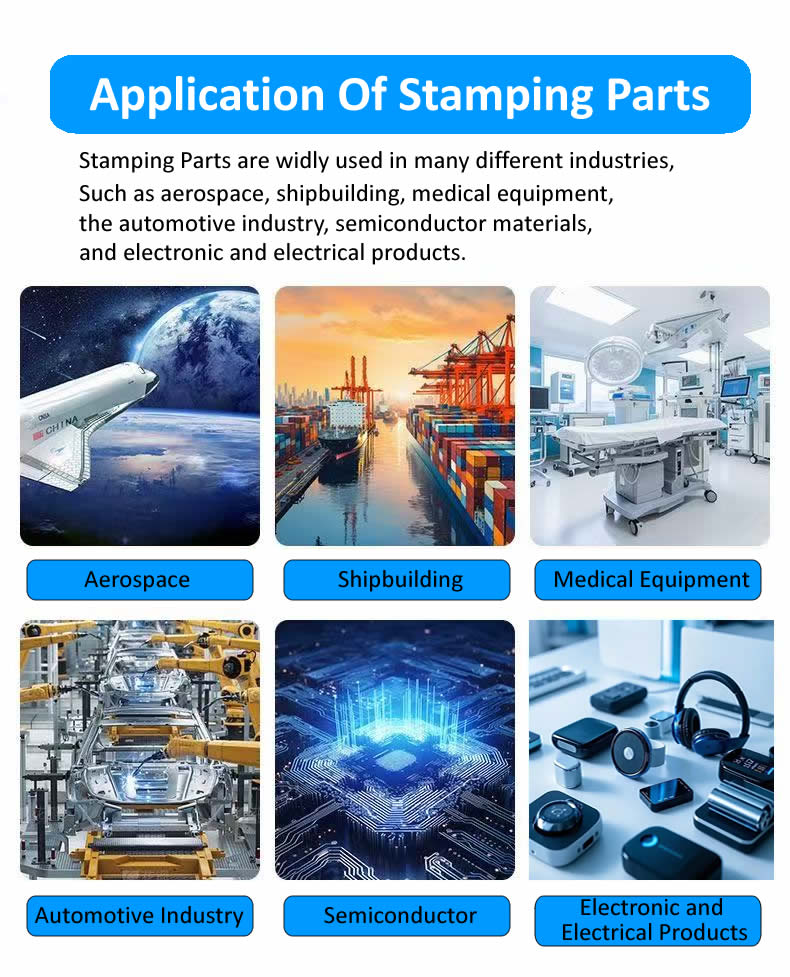
Anwendungen, die sich am besten für das Hochgeschwindigkeitsstanzen eignen
Nuote-Metallehat in vielen Branchen Hochgeschwindigkeitsstanzen eingesetzt. Nachfolgend sind charakteristische Teilefamilien aufgeführt.
Qualitätssicherung beim Hochgeschwindigkeitsstanzen – EEAT-Grundsätze
Nuote-Metalledemonstriert Erfahrung, Fachwissen, Autorität und Vertrauen durch strenge, auf Sie zugeschnittene ProzesskontrollenHochgeschwindigkeitsprägen.
Erfahrung im Hochgeschwindigkeits-Matrizendesign
Unsere Werkzeugingenieure haben in drei Jahrzehnten gemeinsamer Erfahrung über 500 Folgegesenke für das Hochgeschwindigkeitsstanzen entwickelt. Jede Matrize wird vor der Herstellung einer Finite-Elemente-Analyse (FEA) unterzogen, um Bandbewegung und Vibrationsmodi vorherzusagen.
Expertise in der In-Prozess-Überwachung
Hochgeschwindigkeitsstanzen erfordert Qualitätsfeedback in Echtzeit. Nuote Metals beschäftigt:
Optische Sensoren – Erkennen das Vorhandensein und die Form von Teilen bei jedem Hub
Lasermikrometer – Messen Sie kritische Breiten mit 1.000 Messwerten pro Sekunde
Wirbelstromprüfung – Materialhärte und Risse überprüfen (für Sicherheitsteile)
SPC-Software – Verfolgt Maßtrends und Alarme bei Abweichung
Autorität durch Branchenkonformität
Unsere Hochgeschwindigkeitsstanzbetriebe sind zertifiziert für:
ISO 9001:2015 – Umfassendes Qualitätsmanagement
IATF 16949 – Automotive-Qualitätsstandard (verfügbar für Automotive-Projekte)
IPC-A-610 – Akzeptanz für elektronische Baugruppen (sofern zutreffend)
RoHS & REACH – Materialkonformität für alle produzierten Teile

Vertrauen durch Datentransparenz
Für jeden Hochgeschwindigkeitsstanz-Produktionsauftrag bietet Nuote Metals:
Erstmusterprüfbericht – 100 % gemessene Maße
Prozessfähigkeitsstudie (Cpk) – Für kundenkritische Dimensionen
Materialzertifikate – Rückverfolgbar auf die ursprüngliche Mühle
Musterteile – 20 Stück werden vor der vollständigen Produktion versandt
Hochgeschwindigkeitsstanzen vs. konventionelles Stanzen – ein Vergleich
Bei der Auswahl eines Herstellungsprozesses ist es wichtig, die Kompromisse zu verstehen.
| Faktor | Konventionelles Stempeln | Hochgeschwindigkeitsprägen |
|---|---|---|
| Schläge pro Minute | 30 – 80 | 200 – 1.200 |
| Typisches Jahresvolumen | 50.000 – 500.000 Teile | 500.000 – 50 Millionen Teile |
| Werkzeugbau | Werkzeugstahl (D2, A2) | Hartmetalleinsätze + Werkzeugstahl |
| Die Kosten | Niedriger (einfachere Konstruktion) | Höher (Präzisionsschleifen erforderlich) |
| Teilekomplexität | Einfach bis mittelschwer | Einfach (hauptsächlich flach oder leicht geformt) |
| Materialstärkenbereich | 0,5 – 6,0 mm | 0,1 – 3,0 mm |
| Umstellungszeit | 1 – 2 Stunden | 0,5 – 1 Stunde (Schnellwechselwerkzeug) |
| Arbeitsaufwand pro Schicht | 1 – 2 Bediener | 0,5 Bediener (halbautomatisch) |
| Stückpreis (großes Volumen) | Mäßig | Sehr niedrig |
Nuote-Metalleempfiehlt das Hochgeschwindigkeitsstanzen, wenn das Jahresvolumen 500.000 Stück übersteigt und die Teilegeometrie vorwiegend flach ist oder leichte Biegungen aufweist.
Häufig gestellte Fragen zum Hochgeschwindigkeitsprägen
Nachfolgend finden Sie die häufigsten technischen Anfragen, die Nuote Metals zu diesem Thema erhältHochgeschwindigkeitsprägen.
F1: Wie hoch ist das jährliche Mindestvolumen, das erforderlich ist, um die Kosten für Hochgeschwindigkeitsstanzwerkzeuge zu rechtfertigen?
A: Der Break-Even-Punkt beim Hochgeschwindigkeitsstanzen hängt von der Komplexität des Teils und dem Material ab. Als allgemeine Regel von Nuote Metals gilt, dass das Hochgeschwindigkeitsstanzen wirtschaftlich vorteilhaft ist, wenn die jährlichen Mengen 500.000 Stück für einfache Teile (Unterlegscheiben, Clips, Anschlüsse) oder 200.000 Stück für mäßig komplexe Teile (mehrere Biegungen, enge Toleranzen) überschreiten. Unterhalb dieser Schwellenwerte können herkömmliches Stanzen oder sogar CNC-Stanzen niedrigere Gesamtkosten bieten, wenn die Werkzeugamortisation berücksichtigt wird. Beispielsweise kostet ein typisches Hochgeschwindigkeits-Stanzwerkzeug mit Hartmetalleinsätzen je nach Stationsanzahl 8.000 bis 20.000 US-Dollar. Wenn diese Matrize Teile zu einem Preis von 0,01 US-Dollar pro Stück produziert, verglichen mit einem herkömmlichen Stanzverfahren zu einem Preis von 0,03 US-Dollar pro Stück, beträgt die Ersparnis pro Teil 0,02 US-Dollar. Der Würfel amortisiert sich nach 400.000–1.000.000 Stück. Nuote Metals bietet eine kostenlose Kostenvergleichsanalyse für Ihre Teilezeichnung – wir berechnen den Stückpreis sowohl für konventionelle als auch für Hochgeschwindigkeits-Stanzmethoden.
F2: Können durch Hochgeschwindigkeitsstanzen Teile mit komplexen dreidimensionalen Formen hergestellt werden, wie z. B. tiefgezogene Näpfe oder Klammern mit mehreren Winkeln?
A: Das Hochgeschwindigkeitsstanzen eignet sich am besten für Teile, die überwiegend flach sind oder eine sanfte Formgebung aufweisen (Biegehöhen bis zum 3- bis 4-fachen der Materialstärke). Tiefziehen (Bechertiefe größer als Durchmesser) oder komplexe Mehrfachwinkelklammern erfordern im Allgemeinen langsamere Pressgeschwindigkeiten (30–80 SPM), damit das Material ordnungsgemäß fließen kann, ohne zu reißen oder Falten zu bilden. Allerdings kann Nuote Metals begrenzte Formen in Hochgeschwindigkeits-Stanzformen integrieren – zum Beispiel geprägte Rippen, flache Vertiefungen, versetzte Biegungen (Z-Formen) und einfache U-Biegungen bis zu 90 Grad. Wenn Ihr Teil ein Tiefziehen über 8 mm oder mehrere zusammengesetzte Biegungen erfordert, empfehlen wir unsere konventionelle Stanzlinie, die mit 60–100 SPM arbeitet, aber auch komplexere Geometrien verarbeiten kann. Kontaktieren Sie Nuote Metals mit Ihrem 3D-Modell und unsere Ingenieure beraten Sie, ob Hochgeschwindigkeitsstanzen für Ihre spezifische Geometrie technisch machbar ist.
F3: Wie erhält Nuote Metals die Dimensionsstabilität bei langen Hochgeschwindigkeitsprägeläufen (Millionen Hübe) aufrecht?
A: Die Aufrechterhaltung der Präzision über Millionen von Hüben ist die zentrale Herausforderung beim Hochgeschwindigkeitsstanzen. Nuote Metals verfolgt drei Strategien. Erstens verwenden wir Hartmetalleinsätze für alle kritischen Schneid- und Formstationen – Hartmetall behält scharfe Kanten 10–20 Mal länger als Werkzeugstahl und verhindert so Gratbildung und Maßabweichung. Zweitens sind unsere Hochgeschwindigkeits-Stanzpressen mit automatischen Schmiersystemen ausgestattet, die bei jedem Hub Mikroöl auf die Spule auftragen und so Reibung und Wärmestau reduzieren. Drittens implementieren wir In-Die-Sensoren: Optische Sensoren überwachen die Anwesenheit von Teilen und Lasermikrometer prüfen alle 10.000 Hübe die Schlüsselweiten. Wenn sich eine Messung den Kontrollgrenzen nähert, stoppt die Presse automatisch. Mit diesen Methoden führt Nuote Metals regelmäßig Hochgeschwindigkeitsstanzaufträge von 5–10 Millionen Teilen ohne nennenswerten Werkzeugverschleiß durch. Wir stellen alle 100.000 Stück fortlaufend Cpk-Berichte zur Verfügung, um die Prozessstabilität nachzuweisen.
F4: Welche Arten von Fehlern treten nur beim Hochgeschwindigkeitsstanzen auf und wie verhindert Nuote Metals sie?
A: Das Hochgeschwindigkeitsprägen führt zu Fehlermodi, die bei langsameren Prozessen nicht auftreten. Zu den häufigsten gehören das Ausbeulen des Coils (Material häuft sich am Matrizeneingang aufgrund einer Fehlanpassung des Vorschubs an), Festfressen (Metallübertragung auf die Stempeloberflächen durch Hitze) und unvollständiges Abisolieren (Teil klebt am Stempel und wird wieder nach oben getragen). Nuote Metals verhindert dies durch spezifische Konstruktionsmerkmale: Präzisionsvorschubrollen mit Servosteuerung (±0,02 mm Genauigkeit), polierte und beschichtete Stempel (TiN- oder TiCN-Beschichtungen reduzieren das Abrieb) und positive Abstreifplatten mit auf die Materialstärke abgestimmtem Federdruck. Darüber hinaus verfügen unsere Hochgeschwindigkeits-Stanzpressen über Fehleinzugsdetektoren und Bandknicksensoren, die die Presse innerhalb eines Hubs stoppen. Bei Materialien, die bei hoher Geschwindigkeit zu Kantenrissen neigen (z. B. halbharter Edelstahl), empfehlen wir möglicherweise ein Glühen oder ein anderes Schmiermittel. Wenn bei Ihnen eines dieser Probleme bei einem bestehenden Lieferanten für Hochgeschwindigkeitsstanzen auftritt, kann Nuote Metals Ihr Teile- und Matrizendesign kostenlos überprüfen.
Warum sollten Sie beim Hochgeschwindigkeitsstanzen mit Nuote Metals zusammenarbeiten?
Die Auswahl des richtigen Hochgeschwindigkeitsprägepartners gewährleistet eine gleichbleibende Qualität zum niedrigsten Stückpreis. Nuote Metals bietet:
Spezielle Hochgeschwindigkeitspressen – 200 bis 1.200 SPM, 25 bis 200 Tonnen
Eigene Herstellung von Hartmetallwerkzeugen – keine Verzögerungen beim Outsourcing
Automatisierte Coil-to-Part-Produktion – Minimale Arbeitskosten pro Teil
Toleranzen bis ±0,01 mm – Verifiziert durch Laser und optische Systeme
Volumina von 50.000 bis 50 Mio.+ – Flexible Kapazität
Materialzertifikate und Cpk-Berichte – vollständige Rückverfolgbarkeit
Globale Logistik – Versand in über 40 Länder
KontaktNuote-MetalleSenden Sie noch heute Ihre Zeichnung für einHochgeschwindigkeitsprägenMachbarkeitsprüfung und mengenbasiertes Angebot.
Hot-Tags: Hochgeschwindigkeitsstanzen, China-Stanzenhersteller, China-Hochgeschwindigkeitsstanzen
Anfrage absenden
Bitte zögern Sie nicht, Ihre Anfrage im untenstehenden Formular zu stellen. Wir werden Ihnen innerhalb von 24 Stunden antworten.








X
Wir verwenden Cookies, um Ihnen ein besseres Surferlebnis zu bieten, den Website-Verkehr zu analysieren und Inhalte zu personalisieren. Durch die Nutzung dieser Website stimmen Sie der Verwendung von Cookies zu.
Datenschutzrichtlinie