
Produkte






Stanzteile aus Edelstahl
Suchen Sie nach langlebigen Stanzteilen aus Edelstahl? Nuote Metals, ein chinesisches Werk, bietet maßgeschneiderte Lösungen für Automobil- und Medizingeräte. Unsere Präzisionsstanzung sorgt für rostfreie Festigkeit und exakte Passungen. Lösen Sie Korrosions- und Verschleißprobleme mit langlebigen Teilen. Vertrauen Sie der Fabrik für Qualität, die Leistung bringt.
Anfrage absenden
Produktbeschreibung
Bei Komponenten, die Feuchtigkeit, Chemikalien oder extremen Temperaturen ausgesetzt sind, ist die Materialauswahl von entscheidender Bedeutung.Stanzteile aus Edelstahlbieten die Korrosionsbeständigkeit und mechanische Festigkeit, die gewöhnlicher Kohlenstoffstahl nicht erreichen kann – was sie zum Standard für medizinische, Lebensmittelverarbeitungs-, Schifffahrts- und Architekturanwendungen macht.
Nuote-Metalleist auf die Herstellung von Edelstahl-Stanzteilen aus austenitischen (304, 316), ferritischen (430) und martensitischen (410, 420) Güten spezialisiert. Unsere Stanzprozesse sind optimiert, um die einzigartigen Herausforderungen der Arbeit mit Edelstahl zu meistern: Kaltverfestigung, hohe Zugfestigkeit und Werkzeugverschleiß.

Sehen Sie sich das folgende Video an, um mehr über unsere Stanzwerkstatt zu erfahren
Was sind Stanzteile aus Edelstahl?
Stanzteile aus rostfreiem Stahl sind Metallkomponenten, die hergestellt werden, indem Edelstahlspulen oder -bleche durch eine mit kundenspezifischen Matrizen ausgestattete Stanzpresse geführt werden. Der Prozess schneidet, biegt, formt oder zieht das Material in fertige Formen.
Im Gegensatz zu Weichstahl enthalten Stanzteile aus Edelstahl mindestens 10,5 % Chrom, das eine passive Oxidschicht bildet, die Rost und Fleckenbildung widersteht. Diese selbstheilende Schicht macht Edelstahl ideal für Anwendungen, die Sauberkeit, Langlebigkeit und Beständigkeit gegenüber aggressiven Umgebungen erfordern.
Nuote-Metalleproduziert Edelstahl-Stanzteile in drei Hauptfamilien:
--Austenitisch (304, 316) – Am häufigsten, nicht magnetisch, ausgezeichnete Formbarkeit
--Ferritisch (430) – Magnetisch, geringere Kosten, gute Korrosionsbeständigkeit
--Martensitisch (410, 420) – Härtet durch Wärmebehandlung, verschleißfest

Warum Nuote Metals für Stanzteile aus Edelstahl wählen?
Materialkompetenz
Edelstahl verhält sich anders als Kohlenstoffstahl. Die Ingenieure von Nuote Metals verstehen:
Kaltverfestigungsraten – Edelstahl 304 härtet während der Umformung schnell aus und erfordert eine sorgfältige Werkzeugkonstruktion und Schmierung
Rückfederungseigenschaften – Eine höhere Streckgrenze bedeutet, dass Edelstahl stärker in seine ursprüngliche Form zurückkehrt als Weichstahl
Neigung zum Abrieb – Edelstahl kann unter Druck an Werkzeugoberflächen haften, was polierte Matrizen und spezielle Beschichtungen erfordert
Spezielle Werkzeuge für Edelstahl
Unsere Matrizen für Stanzteile aus Edelstahl verfügen über:
Hartmetall- oder D2-Werkzeugstahl – widersteht abrasivem Verschleiß durch Edelstahl
TiN- oder TiCN-Beschichtungen – Reduziert Reibung und Abrieb
Großzügige Radien – Verhindert Rissbildung in Kurven
Präzisionsspiele – 8–12 % pro Seite (im Vergleich zu 5–8 % bei Baustahl)
Technische Spezifikationen der Edelstahl-Stanzteile von Nuote-Metalle
Verfügbare Edelstahlsorten
| Grad | Typ | Schlüsseleigenschaften | Typische Anwendungen |
|---|---|---|---|
| 304 | Austenitisch | Beste Rundum-Korrosionsbeständigkeit, gute Formbarkeit | Medizinische Geräte, Lebensmittelausrüstung, chemische Hardware |
| 304L | Austenitisch | Geringerer Kohlenstoffgehalt (0,03 %), bessere Schweißbarkeit | Schweißbaugruppen, dicke Abschnitte |
| 316 | Austenitisch | Molybdän hinzugefügt, ausgezeichnete Salzwasserbeständigkeit | Marinekomponenten, pharmazeutische Ausrüstung |
| 316L | Austenitisch | Kohlenstoffarme Version von 316 | Implantierbare Geräte, chirurgische Instrumente |
| 430 | Ferritisch | Magnetisch, kostengünstiger, gut für leichte Korrosion | Geräteverkleidungen, Kfz-Auspuffschellen |
| 410 | Martensitisch | Wärmebehandelbar bis HRC 38–45, verschleißfest | Ventilschäfte, Pumpenwellen (gestanzte Rohlinge) |
| 420 | Martensitisch | Höhere Härte (HRC 48–52) nach Wärmebehandlung | Besteck, chirurgische Scheren (gestempelte Formulare) |
| 301 (voll hart) | Austenitisch | Hohe Zugfestigkeit durch Kaltwalzen | Federklemmen, Batteriekontakte, Unterlegscheiben |
Dimensionsfähigkeiten
Nuote-MetalleproduziertStanzteile aus Edelstahlin einem breiten Größenbereich.
| Parameter | Fähigkeit |
|---|---|
| Materialstärkenbereich | 0,1 mm bis 4,0 mm (abhängig von der Sorte) |
| Maximale Teilegröße (Folgewerkzeug) | 300 mm x 300 mm |
| Maximale Teilegröße (Compound-Matrize) | 500 mm x 500 mm |
| Mindestlochdurchmesser | Entspricht der Materialstärke (1xT) zum Durchstechen |
| Toleranzen (Standard) | ±0,10 mm bei Abmessungen unter 100 mm |
| Toleranzen (Präzision) | ±0,05 mm bei kritischen Merkmalen |
| Ebenheit (pro 100 mm) | ≤0,20 mm (bei Bedarf nach Entspannung) |
Stanzprozesse für Edelstahl
| Verfahren | Eignung für Edelstahl | Notizen |
|---|---|---|
| Ausblenden | Exzellent | Für große Stückzahlen sind Hartmetallmatrizen erforderlich |
| Piercing | Gut | Kleine Löcher (< 1,5xT) müssen möglicherweise mit zwei Schlägen durchbohrt werden |
| Biegen (Luftbiegen) | Gut | Rückfederung berücksichtigen (normalerweise 2–5° Überbiegung erforderlich) |
| Biegen (Prägen) | Exzellent | Reduziert die Rückfederung, erfordert jedoch eine höhere Tonnage |
| Flache Zeichnung (Tiefe < 2x Durchmesser) | Gut | Geglüht 304 bevorzugt; Schmierung kritisch |
| Tiefziehen | Mittelmäßig bis mäßig | Es können mehrere Ziehvorgänge und Zwischenglühungen erforderlich sein |
| Prägen/Prägen | Gut | Aufgrund der Kaltverfestigung ist eine hohe Presskraft erforderlich |
Mechanische Eigenschaften nach dem Stanzen
| Grad | Zugfestigkeit (MPa) | Streckgrenze (MPa) | Dehnung % | Härte (typisch) |
|---|---|---|---|---|
| 304 (geglüht) | 515 – 620 | 205 – 240 | 40 – 60 | HRB 70–85 |
| 304 (halb hart) | 860 – 1030 | 690 – 860 | 10 – 20 | HRC 25–32 |
| 316 (geglüht) | 550 – 620 | 205 – 240 | 40 – 60 | HRB 75–85 |
| 430 (geglüht) | 450 – 550 | 240 – 310 | 20 – 30 | HRB 75–85 |
| 410 (geglüht) | 480 – 550 | 275 – 345 | 15 – 20 | HRB 80–90 |
Hinweis: Stanzteile aus rostfreiem Stahl können beim Umformen kaltverfestigen. Geben Sie „nach dem Stanzen geglüht“ an, wenn ein weicher Zustand erforderlich ist.
Oberflächenbeschaffenheit für Stanzteile aus Edelstahl
Nuote-Metallebietet mehrere Nachpräge-Finishes zur Verbesserung des Aussehens oder der Funktion.
Mechanische Oberflächen
| Beenden | Beschreibung | Verfahren | Anwendung |
|---|---|---|---|
| #2B (Mühle) | Glatte, reflektierende Oberfläche (Standard) | Im Walzzustand mit leichtem Kaltwalzen | Allgemeine industrielle, versteckte Teile |
| #4 (gebürstet) | Feine, gerichtete Satinlinien | Endbearbeitung von Schleifbändern | Lebensmittelausrüstung, architektonische Ausstattung |
| #8 (Spiegel) | Stark reflektierend, spiegelartig | Progressives Polieren | Dekorative, medizinische Instrumente |
| Perlenstrahlen | Gleichmäßig matt, ungerichtet | Glasperleneinschlag | Medizinische Gehäuse, ästhetische Teile |
| Elektropolieren | Glatte, helle, passive Schicht verstärkt | Elektrochemische Entfernung von Mikrograten | Pharmazeutisch, Halbleiter, hochrein |
Beschichtungen und Behandlungen (selten für Edelstahl, aber verfügbar)
| Behandlung | Zweck | Typische Dicke |
|---|---|---|
| Passivierung | Entfernt freies Eisen und stellt die Korrosionsbeständigkeit wieder her | Nicht messbar (chemischer Prozess) |
| Schwarzes Oxid | Blendfrei, leichte Korrosionsbeständigkeit | 0,5 – 1,5 µm |
| PVD-Beschichtung (TiN, CrN) | Verschleißfestigkeit, dekorative Farbe | 1 – 3 µm |
Anwendungen von Stanzteilen aus Edelstahl
Lieferungen von Nuote-MetalleStanzteile aus Edelstahlfür Branchen, die Hygiene, Haltbarkeit und Korrosionsbeständigkeit erfordern.
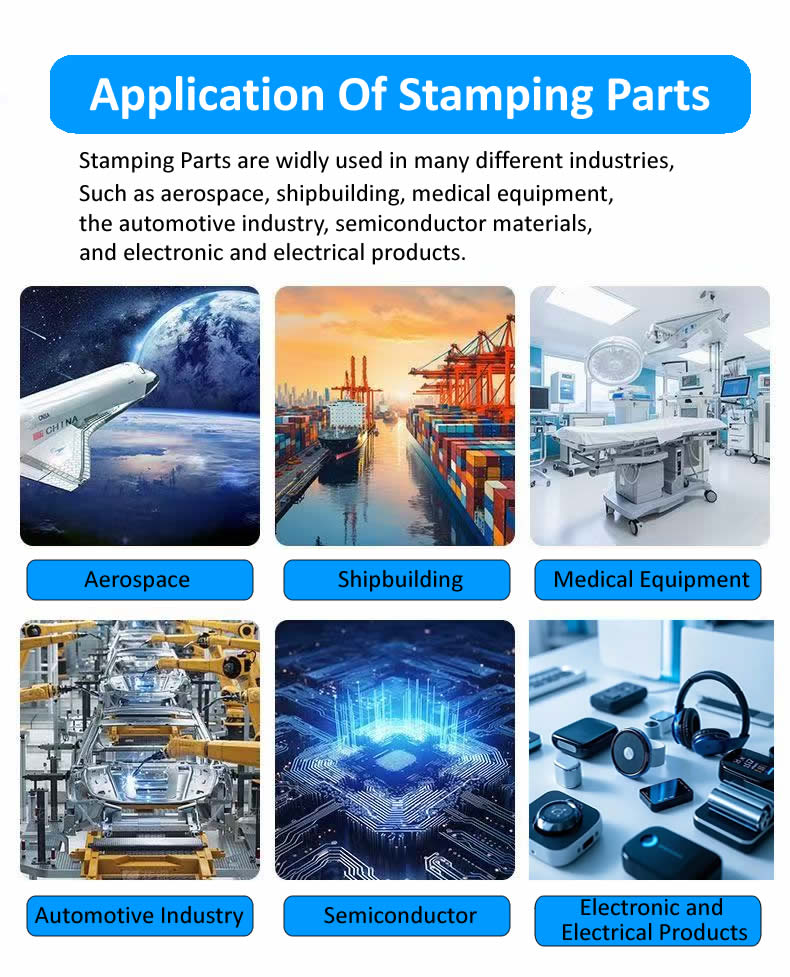
Medizin und Gesundheitswesen
Griffe und Backen für chirurgische Instrumente (gestanzte Rohlinge)
Komponenten für orthopädische Implantatversuche
Sterilisationstablett aus perforierten Blechen
Chassis für Diagnosegeräte
Beschläge und Riegel für Krankenhausbetten
Lebensmittel- und Getränkeverarbeitung
Kettenglieder für Förderbänder
Pumpenmembranhalter
Montagehalterungen für Mischerblätter
Komponenten der Fülldüse
Sanitärrohrschellen und Flansche
Marine und Offshore
Klampensockel und Scharniere für Boote
Deck-Hardware-Rückplatten
Abgassystemklemmen (Qualität 316)
Salzwasserfiltergehäuse
Elektrische Gehäuseteile für Offshore-Plattformen
Automobile und Nutzfahrzeuge
Auspuffkrümmerdichtungen
Halterungen für das Kraftstoffsystem
Turbo-Hitzeschilde
Wischerarmkomponenten (Edelstahl 430)
Zurrringe für LKW-Ladefläche
Chemie und Industrie
Halterungen für Ventilantriebe
Pumpenverschleißplatten
Filtergehäusestützen
Gehäuse für Laborgeräte
Komponenten des Manometers
Qualitätssicherung für Stanzteile aus Edelstahl – EEAT in der Praxis
Nuote-Metallewendet strenge Qualitätsprotokolle speziell für Edelstahl an.
Erfahrung mit Kaltverfestigung
Unsere Stanzingenieure verfügen über mehr als 10 Jahre Erfahrung mit austenitischen Edelstählen. Wir verwenden die Finite-Elemente-Analyse (FEA), um eine Ausdünnung und Rissbildung an Biegungen vorherzusagen und die Formgeometrie so anzupassen, dass die Mindestdicke aufrechterhalten wird.
Fachwissen in Korrosionsprüfungen
Für Stanzteile aus Edelstahl, die für raue Umgebungen bestimmt sind, bieten wir:
Salzsprühtest (ASTM B117) – 200 bis 1.000 Stunden, je nach Qualität
Passivierungsüberprüfung – Kupfersulfat- oder Ferroxyltest gemäß ASTM A967
Interkristalliner Korrosionstest – Für geschweißte rostfreie Teile (ASTM A262)
Autorität durch Standards
Unsere Edelstahl-Stanzteile entsprechen:
ASTM A240/A240M – Standard für rostfreie Bleche/Platten
ISO 9001:2015 – Qualitätsmanagement
ISO 13485 – Qualität medizinischer Geräte (auf Anfrage erhältlich)
FDA-Konformität – Für Anwendungen mit Lebensmittelkontakt (Materialzertifizierung)

Vertrauen durch Rückverfolgbarkeit
Jede Charge von Edelstahl-Stanzteilen von Nuote Metals umfasst:
Werksprüfzertifikat (MTC) – Chemische und mechanische Eigenschaften
Prüfbericht – Schlüsselmaße mit tatsächlichen Messwerten
Passivierungszertifikat (falls angewendet) – Datum, Methode, Testergebnis
Musterteile – 10 Stück werden vor der Produktionsfreigabe versandt
Häufige Herausforderungen bei Stanzteilen aus Edelstahl und wie Nuote Metals sie löst
| Herausforderung | Ursache | Nuote-Metalle-Lösung |
|---|---|---|
| Knacken in den Kurven | Unzureichender Biegeradius oder Kaltverfestigung | Verwenden Sie einen Innenradius von mindestens 2xT; geglühtes Material angeben; Stressabbau hinzufügen |
| Galling (Materialübertragung zum Sterben) | Hohe Reibung und Druck | Polierte Hartmetallmatrizen; TiN-Beschichtung; Hochleistungsschmierstoff |
| Rückfederung führt zu falschen Winkeln | Hohe Streckgrenze von Edelstahl | Überbiegematrizen (2–5°-Ausgleich); Prägen statt Luftbiegen |
| Grate an den Schnittkanten | Stempel-/Matrizenspiel verschlissen | Halten Sie einen Abstand von 8–12 % pro Seite ein; scharfe Hartmetallstempel verwenden; sekundäres Entgraten |
| Oberflächenkratzer während der Handhabung | Austenitischer Edelstahl ist relativ weich | Kunststoffzwischenlagen zwischen Stanzteilen; ausgekleidete Versandbehälter |
Häufig gestellte Fragen zu Stanzteilen aus Edelstahl
Nachfolgend finden Sie die häufigsten technischen Anfragen, die Nuote Metals zu diesem Thema erhältStanzteile aus Edelstahl.
F1: Was ist der Unterschied zwischen Edelstahl 304 und 316 für Edelstahl-Stanzteile? Was soll ich wählen?
A: Der Hauptunterschied ist der Molybdängehalt. Edelstahl 304 enthält 18 % Chrom und 8 % Nickel und bietet eine hervorragende allgemeine Korrosionsbeständigkeit. 316 fügt 2–3 % Molybdän hinzu, was die Beständigkeit gegenüber Chloriden (Salzwasser, Tausalze, Bleichmittel) deutlich verbessert. Für Stanzteile aus Edelstahl, die in Innenräumen oder in Süßwasser verwendet werden, ist 304 ausreichend und wirtschaftlicher. Für Meeresumgebungen, Außenanwendungen an Küsten, Chemieanlagen, in denen Chloride verarbeitet werden, oder die Lebensmittelverarbeitung mit Salzlaken empfiehlt Nuote Metals 316. Beachten Sie, dass 316 etwa 15–20 % teurer als 304 ist und eine etwas geringere Formbarkeit aufweist (großzügigere Biegeradien erforderlich). Wenn Ihre Edelstahl-Stanzteile geschweißt werden sollen, empfehlen wir 304L oder 316L (Versionen mit niedrigem Kohlenstoffgehalt), um Sensibilisierung und interkristalline Korrosion in der Wärmeeinflusszone zu verhindern.
F2: Wie verhindert Nuote Metals das Festfressen beim Stanzen von Edelstahlteilen? Warum ist Fressen ein Problem?
A: Abrieb ist die Kaltschweißübertragung von Edelstahlmaterial auf die Formoberfläche. Dies liegt daran, dass die passive Oxidschicht auf Edelstahl unter Druck durchbrochen werden kann, wodurch ein blanker Metall-auf-Metall-Kontakt möglich wird. Abrieb führt zu rauen Teileoberflächen, Maßabweichungen und schließlich zum Versagen der Matrize. Nuote Metals verhindert das FestfressenStanzteile aus Edelstahldurch drei Methoden. Erstens verwenden wir Hartmetall-Matrizeneinsätze, die auf einen Ra von 0,1 µm oder besser poliert sind – glattere Oberflächen reduzieren Klebestellen. Zweitens tragen wir PVD-Beschichtungen (TiN oder TiCN) auf Stempel und Formwerkzeuge auf und schaffen so eine harte, reibungsarme Barriere. Drittens wählen wir chlorfreie Hochdruckschmierstoffe aus, die speziell für austenitischen Edelstahl entwickelt wurden. Für großvolumige Stanzteile aus Edelstahl implementieren wir außerdem automatische Mikroschmiersysteme, die bei jedem Hub frisches Öl zuführen. Sollte dennoch ein Festfressen auftreten, erkennen unsere In-Matrizen-Sensoren die erhöhte Abstreifkraft und stoppen die Presse automatisch.
F3: Können Sie Edelstahl-Stanzteile ohne Grate an den Schnittkanten herstellen? Was ist Ihre Standardgrathöhe?
A: Gratfreie Kanten sind beim herkömmlichen Stanzen technisch nicht möglich, da beim Scheren immer ein kleiner erhabener Grat auf einer Seite zurückbleibt. Allerdings kontrolliert Nuote Metals Grate streng. Unsere standardmäßige Akzeptanzgrenze für Stanzteile aus Edelstahl liegt bei einer Grathöhe ≤ 5 % der Materialstärke (z. B. maximal 0,05 mm für 1,0 mm dickes Material). Für Anwendungen, die im Wesentlichen keine Grate erfordern (z. B. Teile, die mit menschlichem Gewebe in Kontakt kommen, oder empfindliche Drahtisolierungen), bieten wir sekundäres Entgraten durch Vibrationstrommeln (entfernt Grate bis zu ≤0,02 mm und fügt einen leichten Kantenradius hinzu) oder Elektropolieren (löst Mikrograte chemisch auf und verbessert die Oberflächenbeschaffenheit). Geben Sie in Ihrer Zeichnung „keine scharfen Kanten“ oder „Grathöhe max. 0,03 mm“ an. Für großvolumige Edelstahl-Stanzteile, bei denen Grate nicht akzeptabel sind, können wir Feinstanzen (ein alternatives Verfahren) oder Sekundärschleifen empfehlen, obwohl beides mit höheren Kosten verbunden ist. Kontaktieren Sie Nuote Metals mit Ihren Gratgrenzwertanforderungen für eine Machbarkeitsbewertung.
F4: Müssen Stanzteile aus Edelstahl nach dem Stanzen passiviert werden? Wann ist es erforderlich?
A: Passivierung ist eine chemische Behandlung, die freie Eisenpartikel von der Oberfläche entferntStanzteile aus Edelstahl. Beim Stanzen können Werkzeuge mikroskopisch kleine Eisenpartikel auf das Teil übertragen. Diese Eisenpartikel können rosten, wodurch rote Flecken entstehen, die die Korrosionsbeständigkeit beeinträchtigen. Durch die Passivierung werden diese Partikel aufgelöst, ohne den darunter liegenden chromreichen Edelstahl anzugreifen. Nuote Metals empfiehlt die Passivierung von Edelstahl-Stanzteilen, die in medizinischen Geräten, im Lebensmittelkontakt, in Meeresumgebungen oder bei anderen Anwendungen verwendet werden, bei denen Rostflecken nicht akzeptabel sind. Für bestimmte Medizin- und Luft- und Raumfahrtspezifikationen ist gemäß ASTM A967 auch eine Passivierung erforderlich. Für allgemeine industrielle Stanzteile aus Edelstahl (z. B. Halterungen, Klammern, Gehäuse), die im Innenbereich verwendet werden, ist die Passivierung häufig optional. Wir können Teile im gestanzten Zustand oder mit Passivierung liefern. Unsere Passivierungslinie verwendet Zitronensäure (umweltfreundlich) und umfasst Verifizierungstests gemäß ASTM A967.
Warum sollten Sie mit Nuote Metals für Stanzteile aus Edelstahl zusammenarbeiten?
Die Auswahl des richtigen Lieferanten für Stanzteile aus Edelstahl erfordert Fachwissen in Bezug auf Materialverhalten, Werkzeugdesign und Nachbearbeitung. Nuote Metals bietet:
Mehr als 10 Jahre Erfahrung im Stanzen von Edelstahl
Sorten auf Lager – 304, 304L, 316, 316L, 430, 410, 301
Eigene Passivierung – Zitronensäurelinie mit Verifizierungsprüfung
Toleranzen bis ±0,05 mm – bei kritischen Merkmalen
Stückzahlen von 1.000 bis 5.000.000+ Stück
Kostenlose DFM-Bewertung – Für neue Designs von Edelstahl-Stanzteilen
Beispielprogramm – 20 kostenlose Teile aus Produktionswerkzeugen
Vollständige Rückverfolgbarkeit – Mühlenzertifikate und Inspektionsberichte bei jeder Bestellung
KontaktNuote-MetalleLaden Sie noch heute Ihre Zeichnung hoch oder besprechen Sie Ihre Anforderungen an Stanzteile aus Edelstahl.
Hot-Tags: Stanzteile aus Edelstahl, kundenspezifische Stanzteile aus Edelstahl, Fabrik für Stanzteile aus Edelstahl
Anfrage absenden
Bitte zögern Sie nicht, Ihre Anfrage im untenstehenden Formular zu stellen. Wir werden Ihnen innerhalb von 24 Stunden antworten.








X
Wir verwenden Cookies, um Ihnen ein besseres Surferlebnis zu bieten, den Website-Verkehr zu analysieren und Inhalte zu personalisieren. Durch die Nutzung dieser Website stimmen Sie der Verwendung von Cookies zu.
Datenschutzrichtlinie