
Produkte






Gestanzte Stahlteile
Benötigen Sie robuste gestanzte Stahlteile? Nuote Metals, eine Fabrik in China, bietet kundenspezifische gestanzte Stahlkomponenten für Schwermaschinen und den Bausektor an. Unser hochpräzises Stanzen gewährleistet eine gleichbleibende Dicke und Schlagfestigkeit. Beheben Sie strukturelle Schwachstellen mit auf Festigkeit ausgelegten Stahlteilen. Verlassen Sie sich auf die Fabrik, wenn es um eine dauerhafte Haltbarkeit geht.
Anfrage absenden
Produktbeschreibung
Das Rückgrat unzähliger Industrie- und Gewerbeprodukte ist Stahl.Gestanzte Stahlteilebieten eine unübertroffene Kombination aus mechanischer Festigkeit, Materialverfügbarkeit und Kosteneffizienz. Von Halterungen für schwere Geräte bis hin zu präzisen elektronischen Rahmen dominieren gestanzte Stahlkomponenten Anwendungen, bei denen es auf Zuverlässigkeit unter Last ankommt.
Nuote-Metalleproduziert seit über einem Jahrzehnt hochwertige gestanzte Stahlteile. Unsere Pressen verarbeiten kohlenstoffarme, kohlenstoffreiche und legierte Stähle in Dicken von 0,3 mm bis 6,0 mm. Wir kombinieren Materialwissenschaft mit effizienten Stanzprozessen, um Komponenten zu liefern, die strenge Leistungsstandards erfüllen, ohne unnötige Kosten.

Was sind gestanzte Stahlteile?
Gestanzte Stahlteilesind Metallkomponenten, die durch die Zufuhr von Stahlspulen oder -blechen in eine mit kundenspezifischen Matrizen ausgestattete Stanzpresse geformt werden. Die Presse führt Vorgänge wie Stanzen, Lochen, Biegen, Ziehen oder Prägen durch, um die endgültige Form zu erzeugen.
Der Begriff „Stanzteile aus Stahl“ bezieht sich typischerweise auf Komponenten aus Kohlenstoffstahl oder niedriglegiertem Stahl – im Gegensatz zu Edelstahl, Aluminium oder Messing. Zu den gängigen Stahlsorten gehören:
Kohlenstoffarmer Stahl (SPCC, SPCD, Q195, 1008) – Hervorragende Formbarkeit, wirtschaftlich
Stahl mit mittlerem Kohlenstoffgehalt (S45C, 1045) – Höhere Festigkeit, Verschleißfestigkeit
Kohlenstoffstahl (SK5, 1080) – Federhärte, Härte
Legierter Stahl (FEDERSTAHL, 51CrV4) – Hohe Ermüdungsbeständigkeit für dynamische Belastungen
Nuote-Metallewählt die optimale Stahlsorte für jede Anwendung aus und gleicht dabei Formbarkeit, Festigkeit, Kosten und Anforderungen an die Oberflächenbeschaffenheit aus.
Schauen Sie sich das Video an, um mehr über unseren Stempel-Workshop zu erfahren
Warum Stahl für Stanzteile wählen?
Stahl bleibt aus gutem Grund das am häufigsten verwendete Material.Nuote-Metallehebt diese Vorteile von gestanzten Stahlteilen hervor:
Hohes Festigkeit-Kosten-Verhältnis – Stahl bietet eine höhere Festigkeit als Aluminium oder Messing bei geringeren Materialkosten
Magnetische Eigenschaften – Unverzichtbar für Sensoren, Relais und elektromagnetische Baugruppen
Schweißbarkeit – Stahlteile sind problemlos punkt-, projektions- oder lasergeschweißt
Kompatibilität der Beschichtung – Zink, Nickel, Zinn und andere Beschichtungen haften gut auf Stahl
Verfügbarkeit – Stahlcoils sind weltweit mit kurzen Lieferzeiten verfügbar
Technische Spezifikationen der gestanzten Stahlteile von Nuote-Metalle
Materialoptionen für gestanzte Stahlteile
| Grad | Typ | Zugfestigkeit (MPa) | Streckgrenze (MPa) | Typische Härte | Beste Anwendungen |
|---|---|---|---|---|---|
| SPCC / Q195 | Kohlenstoffarm, kommerzielle Qualität | 270 – 350 | 180 – 240 | HRB 45–60 | Allgemeine Halterungen, Gehäuse, Fahrgestellteile |
| SPCD / 1008 | Kohlenstoffarm, Ziehqualität | 280 – 370 | 190 – 250 | HRB 50–65 | Gezogene Tassen, komplexe Formen |
| SPCE / 1010 | Kohlenstoffarm, Tiefziehqualität | 300 – 390 | 210 – 260 | HRB 55–70 | Tiefgezogene Gehäuse, Kraftstofftanks für Kraftfahrzeuge |
| S45C / 1045 | Mittlerer Kohlenstoff | 570 – 700 | 350 – 450 | HRB 85–95 | Zahnräder (gestanzte Rohlinge), Wellen, Verschleißplatten |
| SK5 / 1080 | Hoher Kohlenstoffgehalt (Federstahl) | 800 – 1.100 (gehärtet) | 500 – 800 | HRC 40–55 | Clips, Federn, Sicherungsringe, Sägeblätter |
| 51CrV4 | Legierter Federstahl | 1.200 – 1.500 | 1.000 – 1.300 | HRC 45–52 | High-Cycle-Blattfedern, Kupplungsscheiben |
Abmessungsmöglichkeiten für gestanzte Stahlteile
Nuote-Metalleproduziertgestanzte Stahlteileüber ein breites Spektrum an Größen und Toleranzen.
| Parameter | Standardfähigkeit | Präzisionsfähigkeit (auf Anfrage) |
|---|---|---|
| Materialstärke | 0,3 mm – 6,0 mm | 0,2 mm – 8,0 mm (begrenzte Qualitäten) |
| Maximale Teiledimension (Folgewerkzeug) | 300 mm x 300 mm | 400 mm x 400 mm |
| Maximale Teiledimension (Transfermatrize) | 500 mm x 600 mm | 600 mm x 800 mm |
| Toleranzen (Stanzen/Piercing) | ±0,10 mm | ±0,05 mm |
| Toleranzen (Biegewinkel) | ±1° | ±0,5° |
| Mindestlochdurchmesser (Piercing) | 1,0 x Materialstärke | 0,8 x Materialstärke |
| Grathöhe (Standard) | ≤0,10 mm | ≤0,05 mm |
Stanzprozesse für gestanzte Stahlteile
Nuote-Metallewählt die geeignete Prägemethode basierend auf der Teilegeometrie und dem Volumen aus.
| Verfahren | Typische Stahldicke | Jährlicher Volumenbereich | Vorteile |
|---|---|---|---|
| Verbundstanzen | 0,5 – 6,0 mm | 5k – 100k | Geringe Werkzeugkosten, einfache flache Teile |
| Progressives Stanzen | 0,3 – 4,0 mm | 100.000 – 10 Mio.+ | Komplexe Teile mit hoher Geschwindigkeit und mehreren Stationen |
| Transferprägung | 1,0 – 6,0 mm | 50.000 – 500.000 | Große Teile, tiefe Züge |
| Feinschneiden | 1,0 – 12,0 mm | 50.000 – 500.000 | Gratfreie Scherkanten, dichte Planlage |
Oberflächenausführungen verfügbar
Am meistengestanzte Stahlteileerhalten Sie Nachbehandlungen, um Korrosion vorzubeugen oder das Aussehen zu verbessern.
| Beenden | Beschreibung | Dicke | Korrosionsbeständigkeit (Salzsprühnebel) |
|---|---|---|---|
| Verzinkung (klar/blau/gelb) | Galvanisiertes Zink mit Passivierung | 5 – 12 µm | 48 – 120 Stunden |
| Zink-Nickel-Legierung | Überragender Korrosionsschutz | 8 – 15 µm | 200 – 500 Stunden |
| Feuerverzinkung | Starke Zinkbeschichtung, matte Oberfläche | 40 – 80 µm | 500 – 1.000 Stunden |
| Schwarzes Oxid | Konversionsbeschichtung, blendfrei | 0,5 – 1,5 µm | 24 – 72 Stunden (Öl erforderlich) |
| Pulverbeschichtung | Farbige Polymerbeschichtung | 60 – 120 µm | 500+ Stunden (je nach Qualität) |
| Elektrotauchlackierung / Elektrotauchlackierung | Kathodisches Epoxidtauchbad | 15 – 25 µm | 300 – 600 Stunden |
| Phosphat (Mangan/Zink) | Konversionsbeschichtung für Lackgrundierung oder Schmierung | 2 – 10 µm | Niedrig (erfordert Decklack) |
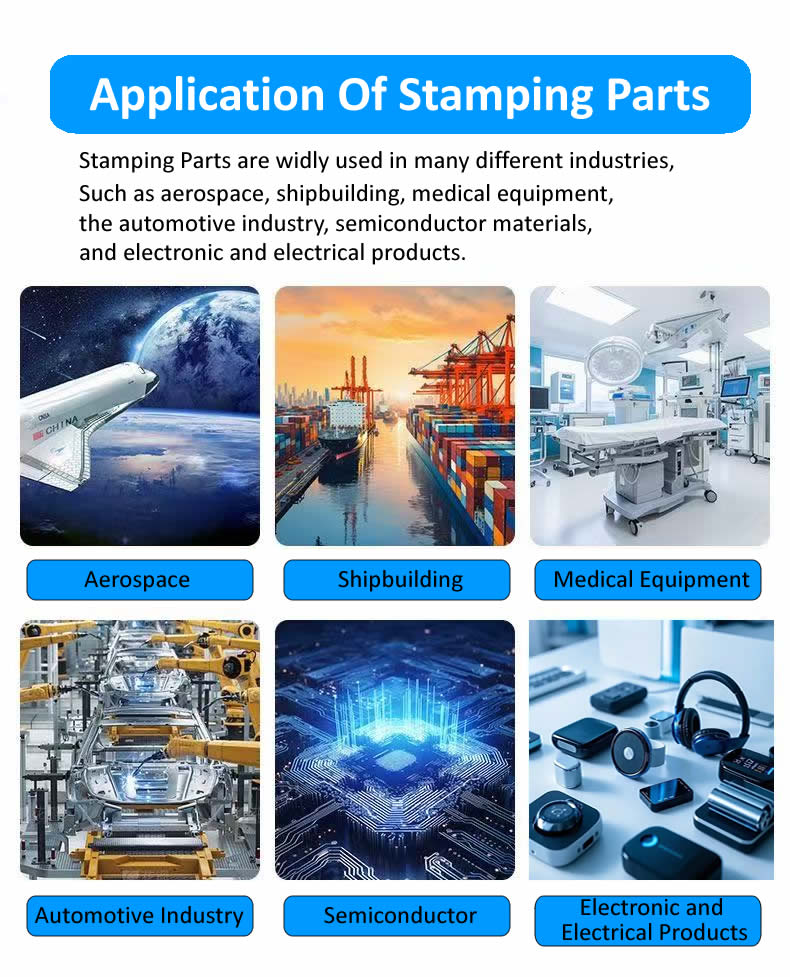
Anwendungen von gestanzten Stahlteilen
Nuote-Metalleliefert gestanzte Stahlteile für nahezu alle Branchen. Nachfolgend finden Sie repräsentative Beispiele nach Sektoren.
Batteriesammelschiene für Elektrofahrzeuge (kohlenstoffarmer Stahl, 2,0 mm dick)
Ein Hersteller von Batteriesätzen für Elektrofahrzeuge benötigte eine Reihe von Sammelschienen, um einzelne Zellen zu verbinden. Die Anforderungen waren anspruchsvoll: Ebenheit innerhalb von 0,1 mm auf 150 mm Länge, mehrere präzise gestanzte Löcher für Zellanschlüsse und eine Zink-Nickel-Beschichtung für Korrosionsbeständigkeit. Das jährliche Volumen betrug 80.000 Sätze – zu hoch für CNC, zu komplex für eine einfache Matrize.
Nuote-Metallehat eine progressive Matrize mit acht Stationen entwickelt: Lochen, Schlitzen, Prägen für Ebenheit und endgültiges Trennen. Die gestanzten Stahlteile verließen die Presse mit 60 Hüben pro Minute, jedes mit einer Ebenheit von 0,08 mm und Lochpositionen innerhalb von ±0,05 mm. Nach der Galvanisierung bestanden die Stromschienen einen 500-stündigen Salzsprühtest. Der Kunde reduzierte die Komponentenkosten im Vergleich zu maschinell bearbeitetem Kupfer um 62 % und eliminierte zwei sekundäre Arbeitsgänge. Drei Jahre nach Produktionsbeginn hat die Matrize über 1,2 Millionen Stromschienen ohne Feldausfälle hergestellt.
Dieser Fall zeigt, was gestanzte Stahlteile leisten können, wenn Werkzeug und Prozess auf die Anwendung abgestimmt sind – und nicht nur auf das Volumen.
Qualitätssicherung für gestanzte Stahlteile – EEAT in der Praxis
Nuote-Metallefolgt einem umfassenden Qualitätssystem, das auf die Eigenschaften von Stanzstahl zugeschnitten ist.
Erfahrung mit Stahlsorten
Unsere Metallurgen und Werkzeugingenieure verfügen über mehr als 10 Jahre Erfahrung im Stanzen von Kohlenstoff- und legierten Stählen. Wir verstehen:
Rückfederungsverhalten – Die elastische Rückfederung von Stahl variiert je nach Kohlenstoffgehalt; Wir kompensieren im Werkzeugdesign
Gratbildung – Weicherer kohlenstoffarmer Stahl erzeugt größere Grate als harter Stahl; Wir passen die Abstände entsprechend an
Wärmeentwicklung – Dicke Stahlstanzungen erzeugen erhebliche Hitze; Wir verwenden Schmiermittel und kontrollieren die Geschwindigkeit der Presse
Fachkompetenz in der Nachbehandlung nach dem Stempeln
Gestanzte Stahlteileerfordern für die meisten Anwendungen einen Korrosionsschutz. Nuote Metals betreibt eine eigene Verzinkung und arbeitet mit zertifizierten Beschichtern für Pulverbeschichtung und Elektrotauchlackierung zusammen. Wir bieten:
Schichtdickenmessung – Röntgenfluoreszenz (XRF) für die Beschichtung
Haftungsprüfung – Kreuzschraffur-Klebebandtest gemäß ASTM D3359
Salzsprühtest – ASTM B117 zur Validierung der Korrosionsbeständigkeit
Autorität durch Standards
Unsergestanzte Stahlteileentsprechen:
ISO 9001:2015 – Qualitätsmanagementsystem
IATF 16949 – Automobilqualität (auf Anfrage für Automobilprojekte verfügbar)
ASTM A109 – Standard für kaltgewalztes Kohlenstoffstahlband
RoHS – Für plattierte Teile (frei von sechswertigem Chrom, sofern angegeben)

Vertrauen durch Dokumentation
Jede Lieferung gestanzter Stahlteile von Nuote Metals beinhaltet:
Materialprüfbericht (MTR) – Mühlenzertifikat mit chemischen und mechanischen Eigenschaften
Maßprüfprotokoll – Schlüsselmessungen mit Pass/Fail-Status
Beschichtungszertifikat (falls plattiert oder beschichtet) – Dicke, Typ, Chargennummer
Erstmusterprüfung (FAI) – Vollständiger Maßbericht für neue Werkzeuge
Designüberlegungen für gestanzte Stahlteile
Um Kunden bei der Optimierung ihrer Designs für die Herstellbarkeit zu unterstützen, bietet Nuote Metals diese Richtlinien an.
Mindestbiegeradien
| Materialstärke | Kohlenstoffarmer Stahl (SPCC) | Federstahl mit hohem Kohlenstoffgehalt (SK5) |
|---|---|---|
| 0,5 mm | 0,5 mm (1xT) | 1,0 mm (2xT) |
| 1,0 mm | 1,0 mm (1xT) | 2,0 mm (2xT) |
| 2,0 mm | 2,0 mm (1xT) | 4,0 mm (2xT) |
| 3,0 mm | 3,0 mm (1xT) | 6,0 mm (2xT) |
| 4,0 mm | 5,0 mm (1,25xT) | Nicht empfohlen |
Mindestlochgröße
Piercinglöcher in kohlenstoffarmem Stahl: Durchmesser ≥ Materialstärke
Piercinglöcher in Kohlenstoffstahl oder legiertem Stahl: Durchmesser ≥ 1,2 x Materialstärke
Randabstand (Loch zu Rand): ≥ 1,5 x Materialstärke (um Ausbeulungen zu vermeiden)
Toleranzen für gebogene Elemente
| Besonderheit | Standardtoleranz | Präzision (mit Prägung) |
|---|---|---|
| Biegewinkel (Luftbiegung) | ±1,5° | ±0,75° |
| Biegewinkel (Prägung) | ±0,5° | ±0,25° |
| Formhöhe (Grübchen, Versätze) | ±0,15 mm | ±0,08 mm |
| Flanschlänge | ±0,20 mm | ±0,10 mm |
Häufig gestellte Fragen zu gestanzten Stahlteilen
Nachfolgend finden Sie die häufigsten technischen Anfragen, die Nuote Metals zu diesem Thema erhältgestanzte Stahlteile.
F1: Was ist der Unterschied zwischen gestanzten Stahlteilen mit niedrigem und hohem Kohlenstoffgehalt? Wie wähle ich?
A: Der Kohlenstoffgehalt bestimmt Festigkeit, Härte und Formbarkeit. Gestanzte Stahlteile mit niedrigem Kohlenstoffgehalt (SPCC, 1008, 1010) enthalten weniger als 0,15 % Kohlenstoff. Sie sind weich, duktil und lassen sich leicht in komplexe Formen prägen, einschließlich tiefer Züge und enger Biegungen. Sie haben jedoch eine relativ geringe Festigkeit (Zugfestigkeit 270–400 MPa) und können nicht für eine höhere Härte wärmebehandelt werden. Gestanzte Stahlteile mit hohem Kohlenstoffgehalt (SK5, 1080) enthalten 0,75–1,0 % Kohlenstoff. Sie sind viel fester (Zugfestigkeit 800–1.100 MPa nach dem Härten) und können auf HRC 50–60 wärmebehandelt werden. Allerdings sind sie weniger formbar (minimaler Biegeradius 2xT oder mehr) und erfordern schwerere Pressen. Nuote Metals empfiehlt kohlenstoffarmen Stahl für Halterungen, Gehäuse, Chassis und gezogene Gehäuse. Für Federn, Clips, Halterungen und verschleißfeste Teile wird Kohlenstoffstahl empfohlen. Für Anwendungen, die eine Festigkeit zwischen diesen Extremen erfordern, bietet Stahl mit mittlerem Kohlenstoffgehalt (1045) ein Gleichgewicht.
F2: Wie verhindert Nuote Metals Rost an gestanzten Stahlteilen, bevor diese vom Kunden montiert oder beschichtet werden?
A: Stahl rostet schnell, wenn er Feuchtigkeit ausgesetzt wird. Nuote Metals ergreift verschiedene Schutzmaßnahmengestanzte Stahlteilewährend der Lagerung und des Transports. Erstens verarbeiten wir Teile, die von uns plattiert oder beschichtet werden, innerhalb von 24–48 Stunden nach dem Stanzen, um Oxidation zu minimieren. Zweitens tragen wir auf Teile, die im Zustand „wie gestempelt“ (unbeschichtet) versendet werden, ein Rostschutzöl auf (leicht, mit alkalischem Reiniger entfernbar) und verpacken sie in feuchtigkeitsdichten Beuteln mit Trockenmittel. Drittens bieten wir eine temporäre Phosphatbeschichtung (Mangan- oder Zinkphosphat) an, die für 1–3 Monate Rostschutz im Innenbereich bietet und außerdem die Farbhaftung für Kunden verbessert, die später streichen. Bei Langzeitlagerung oder internationalem Versand empfehlen wir dem Kunden, bei der Bestellung eine Schutzbeschichtung (Verzinkung oder E-Coat) anzugeben. Wenn Sie gestanzte Stahlteile erhalten, die leichten Oberflächenrost aufweisen, kann dieser normalerweise mit einem milden Schleifmittel oder einer Säurebeize entfernt werden. Für kritische Anwendungen sollten Sie jedoch in der Angebotsphase einen Korrosionsschutzplan mit Nuote Metals festlegen.
F3: Was ist die maximale Dicke von gestanzten Stahlteilen, die Nuote Metals produzieren kann? Benötigen dickere Teile Spezialwerkzeuge?
A: Nuote Metals kann Stahl mit einer Dicke von bis zu 8,0 mm für einfache Stanzvorgänge und bis zu 6,0 mm für Teile stanzen, die gebogen oder geformt werden müssen. Dicke Stanzstahlteile (über 4,0 mm) erfordern jedoch besondere Überlegungen. Erstens erhöht sich die Presstonnage deutlich – ein 6,0 mm dickes Stahlteil kann je nach Rohlingsgröße 200–400 Tonnen erfordern. Zweitens müssen die Werkzeugabstände vergrößert werden (typischerweise 10–15 % pro Seite), um übermäßige Gratbildung und Werkzeugbruch zu verhindern. Drittens weist dicker Stahl nur eine minimale elastische Erholung auf, so dass die Kompensation der Rückfederung weniger kritisch ist, Kantenrisse jedoch bei Löchern in der Nähe von Kanten zu einem Problem werden.Nuote-Metalleverfügt über eine Presskapazität von bis zu 400 Tonnen und unterhält Werkzeugstahlbestände, die für das Stanzen schwerer Bleche geeignet sind. Für Teile mit einer Dicke von mehr als 6,0 mm empfehlen wir häufig Laserschneiden oder Plasmaschneiden als Alternative zum Stanzen, da die Werkzeugkosten unerschwinglich werden. Senden Sie Ihre Dickmaßzeichnung für einen Machbarkeits- und Kostenvergleich an Nuote Metals.
F4: Können Sie gestanzte Stahlteile mit Gewindelöchern oder Hardware-Einsätzen stanzen? Welche Nebenoperationen gibt es?
A: Ja,Nuote-Metallebietet verschiedene Methoden zum Hinzufügen von Gewinden zu gestanzten Stahlteilen. Am gebräuchlichsten sind Gewindeschneiden (Gewinde direkt in gestanzte Löcher schneiden) und Gewindeformen (bei dickerem Stahl Material verdrängen, um spanlose Gewinde zu erzeugen). Wir verfügen über hauseigene Gewindeschneidmaschinen für Löcher von M2 bis M12. Für Anwendungen, die stärkere Gewinde oder abnehmbare Befestigungselemente erfordern, können wir Einsätze (selbstklemmende Muttern oder Bolzen im PEM-Stil) mithilfe automatisierter Einlegegeräte direkt in die Stanzform einbauen. Weitere sekundäre Vorgänge für gestanzte Stahlteile sind Punktschweißen (Buckelschweißen von Muttern oder Halterungen), Nieten (Verbinden zweier gestanzter Komponenten) und Wärmebehandlung (für Teile mit hohem Kohlenstoffgehalt, die eine Federvergütung erfordern). Geben Sie alle sekundären Vorgänge in Ihrer Zeichnung an, und Nuote Metals integriert sie in den Prozessablauf – häufig innerhalb derselben Folgeverbundform, um die Bearbeitungskosten zu senken.

Warum mit Nuote Metals für gestanzte Stahlteile zusammenarbeiten?
Die Auswahl des richtigen Stanzpartners gewährleistet eine gleichbleibende Qualität, wettbewerbsfähige Preise und eine zuverlässige Lieferung Ihrer Stahlkomponenten. Nuote Metals bietet:
- Große Stahlauswahl – Sorten mit niedrigem, mittlerem, hohem Kohlenstoffgehalt und Legierungen auf Lager
- Dickenbereich – 0,3 mm bis 6,0 mm (8,0 mm zum Stanzen)
- Eigene Beschichtung – Zink-, Zink-Nickel- und Schwarzoxidanlagen
- Gewindeschneiden und Beschlageinbau – Sekundärarbeiten vor Ort
- Stückzahlen von 1.000 bis 10.000.000+ – Prototyping bis zur Massenproduktion
- Kostenlose DFM-Analyse – Wir optimieren Ihr Design für das Stanzen vor dem Werkzeugbau
- Musterteile – 20 kostenlose Teile aus Produktionswerkzeugen
- Weltweiter Versand – per Luft- oder Seeweg nach Nordamerika, Europa, Asien und darüber hinaus
KontaktNuote-MetalleLaden Sie noch heute Ihre Zeichnung hoch oder besprechen Sie Ihregestanzte StahlteileProjektanforderungen.
Hot-Tags: Gestanzte Stahlteile, China gestanzte Stahlteile, Hersteller von gestanzten Teilen
Anfrage absenden
Bitte zögern Sie nicht, Ihre Anfrage im untenstehenden Formular zu stellen. Wir werden Ihnen innerhalb von 24 Stunden antworten.








X
Wir verwenden Cookies, um Ihnen ein besseres Surferlebnis zu bieten, den Website-Verkehr zu analysieren und Inhalte zu personalisieren. Durch die Nutzung dieser Website stimmen Sie der Verwendung von Cookies zu.
Datenschutzrichtlinie