
Produkte






Stanzen von Kleinteilen
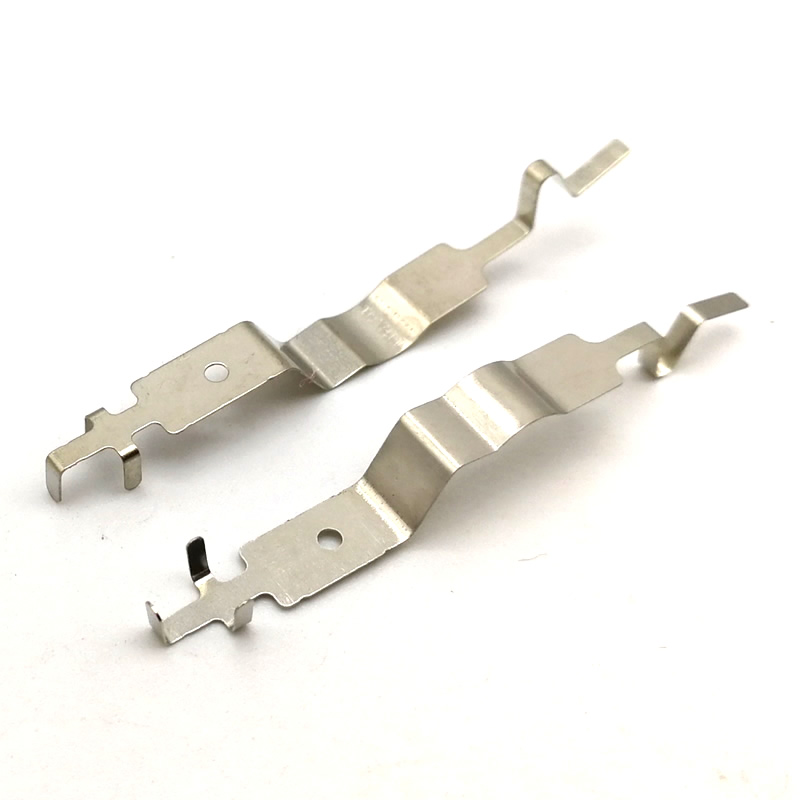
Aus China bietet der Hersteller Nuote Metals kundenspezifische Stanzteile für Elektronik und medizinische Geräte an. Präzisionsstanzen erzeugen winzige Bauteile mit engen Toleranzen. Lösen Sie Miniaturisierungsherausforderungen zuverlässig. Vertrauen Sie dem Hersteller für Qualität bis ins kleinste Detail.
Anfrage absenden
Produktbeschreibung
In der Welt der Metallumformung stellt die Größe einzigartige Herausforderungen dar. Das Stanzen kleiner Teile – Komponenten mit einem Durchmesser von nur wenigen Millimetern oder einem Gewicht von Bruchteilen eines Gramms – erfordert spezielle Ausrüstung, Werkzeuge und Prozesskontrolle. Ein winziger Grat oder eine Dimensionsverschiebung von 0,02 mm kann dazu führen, dass eine ganze Charge unbrauchbar wird.
Nuote-Metalleverfügt über spezielle Produktionslinien fürStanzen von Kleinteilen. Unsere Pressen, Zuführungen und Matrizen sind für Miniaturkomponenten optimiert, die in der Elektronik, medizinischen Geräten, der Uhrmacherei und in Präzisionssystemen für die Automobilindustrie verwendet werden. Wir produzieren kleine Stanzteile mit einer Geschwindigkeit von bis zu 1.200 Hüben pro Minute und einer Toleranz von ±0,01 mm.
Was sind gestanzte Kleinteile?
Stanzen von Kleinteilensind Metallkomponenten, die typischerweise gekennzeichnet sind durch:
Maximale Abmessung – unter 30 mm in jede Richtung
Materialstärke – Normalerweise 0,1 mm bis 1,5 mm
Gewicht – Oft weniger als 5 Gramm
Komplexität – Kann mehrere Biegungen, durchbohrte Löcher, geprägte Merkmale oder geprägte Oberflächen umfassen
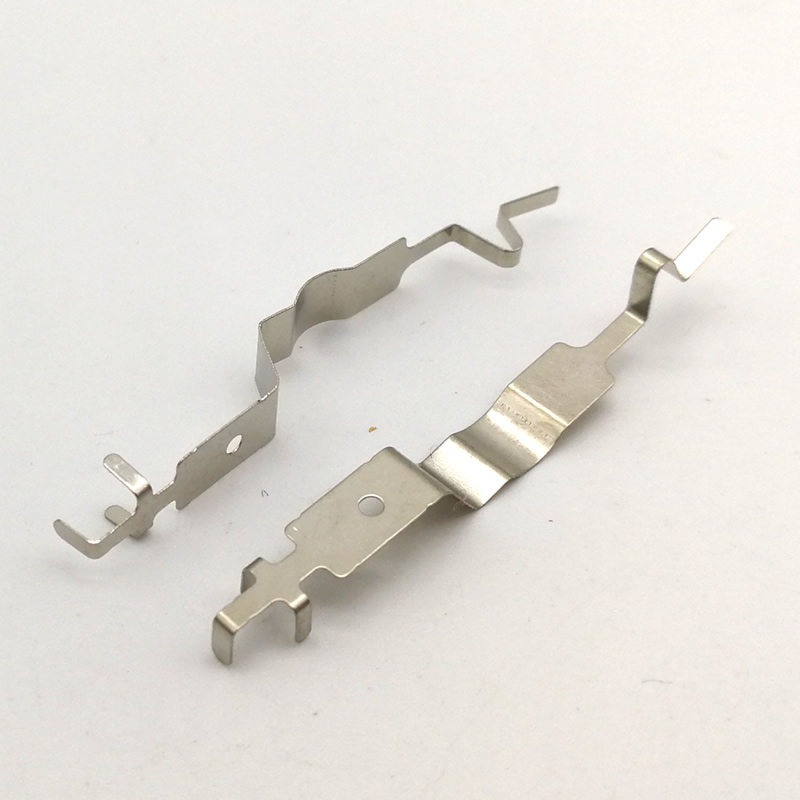
Beispiele für das Stanzen kleiner Teile sind Anschlussstifte, Federkontakte, Abschirmungsabdeckungen, Batterieklemmen, Uhrenglieder, Sensorhalterungen und chirurgische Instrumentenspitzen.
Die Ökonomie vonStanzteilesind einzigartig. Während der Stückpreis niedrig ist, ist die Werkzeugbestückung dicht (viele Kavitäten pro Matrize) und die Qualitätsanforderungen außergewöhnlich hoch. Nuote Metals hat den Prozess verfeinert, um Zuverlässigkeit im großen Maßstab zu liefern.
Warum Nuote Metals zum Stanzen kleiner Teile wählen?
Spezialpressen für Kleinteile
Standard-Stanzpressen sind dafür nicht idealStanzteile. Nuote Metals betreibt Hochgeschwindigkeits-Präzisionspressen mit:
Kurze Hublängen – 10 mm bis 30 mm (reduziert die Luftzeit, erhöht die SPM)
Vibrationsgedämpfte Rahmen – Behält die Matrizenausrichtung auch bei hohen Geschwindigkeiten bei
Servovorschübe mit einer Genauigkeit von ±0,02 mm – unerlässlich für dünne, schmale Spulen
Sensoren im Werkzeug – Erkennen Fehlzuführungen, Teileauswurf und Werkzeugverschleiß
Für Miniaturfunktionen konzipierte Werkzeuge
Unsere stirbt fürStanzen von Kleinteilenverwenden:
Mikrogeschliffene Hartmetallstempel – Durchmesser ab 0,3 mm
Wolframcarbid-Einsätze – Halten hohen Zyklenverschleiß stand
Positiver Teileauswurf – Luft- oder Federstifte verhindern ein Festkleben
Optische Prüfstationen – In-Die-Kameras für kritische Abmessungen
Reinraum- und Handhabungsprotokolle
Kleinteile gehen leicht verloren oder werden verunreinigt.Nuote-Metallebehauptet:
Spezielle Kleinteileverpackungslinien – antistatische Schalen, Tape-and-Reel oder kundenspezifische Beutel
Magnet- und Vibrationsdosierer – Für automatisiertes Zählen und Verpacken
100 % visuelle Inspektion – Vergrößert auf Oberflächenfehler, die mit bloßem Auge nicht sichtbar sind
Schauen Sie sich das Video an, um zu sehen, wie wir Stanzteile herstellen
Technische Spezifikationen zum Stanzen von Kleinteilen
Materialoptionen
| Material | Gemeinsame Dicke (mm) | Typische Kleinteile |
|---|---|---|
| Kohlenstoffarmer Stahl (SPCC, 1008) | 0,15 – 1,0 | Unterlegscheiben, Distanzstücke, Clips |
| Edelstahl (304, 301 halbhart) | 0,10 – 0,8 | Federkontakte, medizinische Klingen |
| Messing (C260, C268) | 0,10 – 0,8 | Steckerstifte, Klemmen |
| Phosphorbronze (C5191) | 0,10 – 0,5 | Relaisfedern, Schaltzungen |
| Berylliumkupfer (C17200) | 0,10 – 0,5 | Hochleistungsfedern, Batteriekontakte |
| Aluminium (5052, 1100) | 0,15 – 1,0 | EMI-Abschirmungen, Wärmeverteiler |
| Neusilber | 0,10 – 0,5 | Dekorative elektronische Verkleidung, korrosionsbeständige Kontakte |
Abmessungsmöglichkeiten zum Stanzen kleiner Teile
Nuote-Metalleerreicht folgende Toleranzen aufStanzen von Kleinteilen.
| Parameter | Standardfähigkeit | Hochpräzise Fähigkeit (auf Anfrage) |
|---|---|---|
| Mindestteillänge/-breite | 1,0 mm | 0,8 mm |
| Mindestlochdurchmesser | 0,3 mm (0,5 mm für dickere Materialien) | 0,2 mm (mit Hartmetallstempel) |
| Loch-zu-Loch-Mittentoleranz | ±0,025 mm | ±0,010 mm |
| Rohteilkonturtoleranz | ±0,025 mm | ±0,015 mm |
| Biegewinkel | ±0,5° | ±0,3° |
| Ebenheit (über 10 mm Länge) | ±0,05 mm | ±0,02 mm |
| Grathöhe (Scherkanten) | ≤0,03 mm | ≤0,01 mm (mit Sekundärentgratung) |
| Prägedickentoleranz | ±0,010 mm | ±0,005 mm |
Produktionsgeschwindigkeiten und -mengen
| Materialstärke | Typische Pressgeschwindigkeit (SPM) | Tagesleistung (pro Schicht) | Wirtschaftliche Mindestordnung |
|---|---|---|---|
| 0,1 – 0,3 mm | 800 – 1.200 | 400.000 – 600.000 | 500.000 Stück |
| 0,3 – 0,8 mm | 400 – 800 | 200.000 – 400.000 | 200.000 Stück |
| 0,8 – 1,5 mm | 200 – 400 | 100.000 – 200.000 | 100.000 Stück |
Notiz:Stanzen von KleinteilenBei geringeren Volumina kann die Verwendung von Laserschneiden oder chemischem Ätzen wirtschaftlicher sein.Nuote-MetalleBietet Prozessempfehlungen zum Angebot.
Typische Matrizenkonfigurationen zum Stanzen kleiner Teile
| Matrizentyp | Anzahl der Stationen | Typische Hohlräume pro Streifenbreite | Am besten für |
|---|---|---|---|
| Einreihig progressiv | 8 – 20 | 1 – 2 | Komplexe Teile mit Biegungen, Münzen oder mehreren Löchern |
| Mehrreihig progressiv | 10 – 30 | 4 – 16 | Einfache flache Teile (Unterlegscheiben, Clips, Anschlüsse) |
| Transferwürfel | 6 – 12 | 1 (aber großer Streifen) | Größere Kleinteile (über 15 mm), die eine schwere Umformung erfordern |
WirVerwendet mehrreihige Matrizen für große VoluminaStanzteile, wodurch Bandabfall reduziert und die Leistung pro Pressenhub erhöht wird.
Anwendungen des Stanzens kleiner Teile
Nuote-MetalleLieferungenKleinteil stanzens für Branchen, in denen Präzision im Miniaturmaßstab von entscheidender Bedeutung ist.
Elektronik und Steckverbinder
USB- und HDMI-Anschlussstifte (Messing oder Phosphorbronze)
Kontakte des SIM-Kartenhalters (Edelstahl, vernickelt)
Batteriefederkontakte für Wearables
Abschirmfinger und Erdungsklemmen (Berylliumkupfer)
Leadframes für Sensoren und LEDs
Medizinische Geräte
Amboss- und Patronenkomponenten für chirurgische Klammergeräte
Dental-Werkzeugspitzen (rostfrei, scharfkantig)
Anschlüsse für implantierbare Geräte (Titan oder Edelstahl 316L)
Sicherungsringe für die Katheternabe
Kontakte des Diagnoseteststreifens (vergoldet)
Automobil und Elektrofahrzeuge
Sicherungskastenklemmen (Messing verzinnt)
Kabelbaumklemmen (Federstahl)
Sensormontagehalterungen (dünner Edelstahl)
Kontaktmesser des Ladeanschlusses
Batteriemanagementsystem-Stromschienen (Kleinformat)
Uhrmacherei und Mikromechanik
Räderwerksbrücken (Messing)
Handsetzende Vorbauten (gestanzte Rohlinge zur weiteren Bearbeitung)
Gehäusefederklammern
Bewegungsdistanzringe
Konsumgüter
Ladekontakte der Ohrhörer (vergoldeter Edelstahl)
Montageplatten für Drohnenmotoren (Aluminium)
Batterieklemmen der Fernbedienung
Reißverschlussschieber und Zuglaschen (kleiner gestanzter Stahl)
Schnallenkomponenten für Rucksäcke
Qualitätssicherung beim Stanzen von Kleinteilen – EEAT in der Praxis
Nuote-Metallewendet spezielle Qualitätsprotokolle für Miniaturkomponenten an.
Erfahrung mit Mikrowerkzeugen
Unsere Werkzeugmacher verfügen über jahrzehntelange Erfahrung im Schleifen von Stempeln mit einem Durchmesser von nur 0,3 mm. Wir verwenden Drahterodieren und Koordinatenschleifen, um Matrizenabstände von 5–8 % pro Seite zu erreichen – entscheidend für sauberes Scheren dünner Materialien ohne Grate.
Fachwissen in der Inspektion mit hoher Vergrößerung
Zum Stanzen von Kleinteilen reichen handelsübliche Messwerkzeuge nicht aus. Nuote Metals verwendet:
Vision-Messsysteme – 100-fache Vergrößerung mit Submikrometer-Auflösung
Keyence-Lasermikrometer – Berührungslose Messung mit 1.000 Messwerten/Sekunde
Rasterelektronenmikroskopie (REM) – Zur Fehleranalyse und Kantenqualitätsprüfung (bei Bedarf ausgelagert)
Autorität durch Industriestandards
UnserStanzen von Kleinteilenentsprechen:
ISO 9001:2015 – Qualitätsmanagement
IPC-610 – Akzeptanz elektronischer Baugruppen (für Steckverbinder und Kontaktteile)
RoHS & REACH – Materialkonformität für Elektronik
IATF 16949 – Automobilqualität (verfügbar für Automobil-Kleinteile)
Vertrauen durch 100 % automatisierte Inspektion
Für das Stanzen kritischer Kleinteile,Nuote-Metalleimplementiert:
Optische Sensoren im Werkzeug – Überprüfen Sie das Vorhandensein und die Grundgeometrie des Teils bei 1.200 SPM
Sichtsortierung nach dem Stempeln – Ausschussteile mit Maß- oder Oberflächenfehlern
Tape-and-Reel mit automatischer Zählung – Gewährleistet exakte Mengen ohne fehlende Teile
Häufige Herausforderungen beim Stanzen kleiner Teile und wie Nuote Metals sie löst
| Herausforderung | Grundursache | Nuote-Metalle-Lösung |
|---|---|---|
| Grate an Mikrolöchern | Stempelablenkung oder falscher Abstand | Hartmetall-Stempel mit geführten Abstreifplatten; Abstand optimiert je Dicke |
| Teil klebt am Stempel (Picking) | Vakuum oder statische Aufladung | Positiver Luftausstoß; beschichtete Stempel (TiN oder DLC); antistatischer Ionisator |
| Maßabweichung über die gesamte Streifenbreite | Ungleichmäßige Spulenspannung oder Vorschubfehler | Servovorschub mit Regelung; Haarglätter mit Andruckrollen |
| Verbogene oder verdrehte Teile nach dem Stanzen | Restspannung durch Prägen oder Biegen | Inline-Stressabbau (Wärme); Gegenbiegestationen |
| Beim Verpacken fehlen Teile | Statische Anziehungskraft oder geringe Größe | Antistatische Tabletts; Automatische Vibrationsförderer mit Zählsensoren |
Häufig gestellte Fragen zum Stanzen kleiner Teile
Nachfolgend finden Sie die häufigsten technischen Anfragen, die von eingehenuns hinsichtlichStanzteile.
F1: Was ist die kleinste Größe von gestanzten Kleinteilen, die Nuote Metals herstellen kann?
A: Nuote Metals hat gestanzte Kleinteile mit einer Länge von nur 0,8 mm und einer Breite von 0,3 mm und einer Materialstärke von 0,1 mm hergestellt. Das praktische Minimum hängt von der Funktionskomplexität ab. Für eine einfache flache Unterlegscheibe oder ein Kontaktpad können wir mit Hartmetallwerkzeugen und Hochgeschwindigkeitspressen Teile mit einem Durchmesser von bis zu 0,5 mm stanzen. Für Teile, die Löcher erfordern, beträgt der minimale Lochdurchmesser 0,2 mm (Materialstärke ≤0,15 mm). Bei Teilen mit Biegungen oder geformten Merkmalen beträgt die minimale Teilegröße in jeder Abmessung etwa 1,5 mm, um einen Werkzeugspielraum zu ermöglichen. Wenn Ihre gestanzten Kleinteile kleiner als diese Grenzwerte sind, kann Nuote Metals alternative Verfahren wie fotochemisches Ätzen (PCM) oder Lasermikrobearbeitung empfehlen. Wir empfehlen Ihnen, Ihre Zeichnung zur Machbarkeitsprüfung einzureichen – unsere Ingenieure beraten Sie, ob das Stanzen technisch und wirtschaftlich machbar ist.
F2: Wie kontrolliert Nuote Metals Grate beim Stanzen kleiner Teile, insbesondere wenn Teile gehandhabt werden oder mit empfindlichen Komponenten in Kontakt kommen?
A: Beim Stanzen von Kleinteilen ist die Gratkontrolle das wichtigste Qualitätskriterium.Nuote-Metalleverwendet einen dreistufigen Ansatz. Erstens optimierte Matrizenabstände: Bei dünnen Materialien (unter 0,3 mm) halten wir den Abstand zwischen Stempel und Matrize von nur 3–5 % pro Seite aufrecht, was die Gratbildung drastisch reduziert, aber zur Vermeidung von Verschleiß Hartmetallstempel erfordert. Zweitens die Wartung scharfer Werkzeuge: Wir verfolgen die Anzahl der Stempelhübe und ersetzen oder schärfen die Stempel alle 500.000 bis 2.000.000 Hübe, abhängig von der Abrasivität des Materials. Drittens sekundäres Entgraten für kritische Stanzkleinteile: Wir bieten Vibrationstrommeln mit Keramik- oder Kunststoffmedien an, die einen gleichmäßigen Kantenradius von 0,01–0,03 mm erzeugen und Grate bis zu einer Höhe von ≤0,01 mm entfernen. Für Teile, die keinen erkennbaren Grat vertragen (z. B. medizinische Klingen oder elektrische Kontakte, die die Kontaktflächen nicht zerkratzen dürfen), bieten wir Elektropolieren (für Edelstahl) oder Mikrostrahlen an. Geben Sie in der Zeichnung Ihre maximal zulässige Grathöhe an und Nuote Metals wählt den geeigneten Prozess aus.
F3: Was ist die typische Vorlaufzeit für Werkzeuge und erste Muster von gestanzten Kleinteilen?
A: Lieferzeiten fürStanzen von Kleinteilenhängen von der Teilekomplexität und der Werkzeugkonstruktion ab. Für einfache flache Teile (Unterlegscheiben, Clips, Anschlüsse), die mehrreihige Matrizen mit 2–4 Stationen verwenden können, liefert Nuote Metals in der Regel erste Muster innerhalb von 15–20 Werktagen nach Zeichnungsfreigabe. Für komplexe Stanzteile mit mehreren Biegungen, Prägungen und Lochungen, die progressive Matrizen mit 8 bis 15 Stationen erfordern, beträgt die Vorlaufzeit für die Werkzeugbestückung 25 bis 35 Werktage. Wir bieten einen beschleunigten Service (zusätzliche 30 % Werkzeuggebühr), der die Vorlaufzeit um 7–10 Tage verkürzt. Nach der Werkzeugfreigabe stellen wir dem Kunden 20 kostenlose Musterstücke zur Prüfung zur Verfügung. Die Produktionsvorlaufzeit für das Stanzen von Kleinteilen beträgt in der Regel 10–15 Werktage für Bestellungen bis zu 500.000 Stück, vorausgesetzt, dass Galvanisierung oder sekundäre Vorgänge Standard sind. Kontaktieren Sie Nuote Metals mit Ihrer Teilezeichnung für einen bestimmten Zeitplan.
F4: Wie werden gestempelte Kleinteile verpackt, um Verlust oder Beschädigung während des Versands zu verhindern? Können Sie Tape-and-Reel für die automatisierte Montage bereitstellen?
A: Ja, Nuote Metals bietet mehrere Verpackungsoptionen fürStanzteile. Für die manuelle Montage oder den Einsatz in kleinen Mengen bieten wir antistatische Polybeutel mit heißversiegelten Verschlüssen und Trockenmittel an, typischerweise verpackt in 1.000–10.000 Stück pro Beutel (abhängig von der Teilegröße). Für die automatisierte Pick-and-Place-Montage bieten wir Tape-and-Reel-Verpackungen gemäß EIA-481-Standards an – erhältlich für Teile mit einer Größe von nur 1,0 mm x 1,0 mm. Unser Tape-and-Reel-Service umfasst antistatisches Trägerband, Abdeckband mit kontrollierter Abziehkraft und Kunststoffspulen mit 7 Zoll oder 13 Zoll Durchmesser. Für sehr kleine oder empfindliche Stanzkleinteile bieten wir auch Waffeltabletts (JEDEC-Standard) mit einzelnen Taschen an, um zu verhindern, dass sich die Teile berühren. Für Großaufträge können wir Großverpackungen mit automatischer Zählung und Etikettierung anbieten. Geben Sie zum Zeitpunkt der Angebotserstellung Ihre bevorzugte Verpackungsmethode an – bei Bestellungen über 50.000 Stück fallen in der Regel keine zusätzlichen Kosten für Tape-and-Reel an.
Warum sollten Sie beim Stanzen von Teilen mit Nuote Metals zusammenarbeiten?
ProduzierenStanzteilein großem Maßstab erfordert spezielles Fachwissen, das allgemeine Stanzereien nicht bieten können. Nuote Metals bietet:
Pressgeschwindigkeiten bis 1.200 SPM – Optimiert für Miniaturteile
Toleranzen bis ±0,01 mm – Verifiziert durch visuelle Messung
Materialien von nur 0,1 mm – von Federstahl bis Berylliumkupfer
Mehrreihige Matrizen – Bis zu 16 Kavitäten pro Hub für flache Teile
In-Die-Inspektion und Post-Stempel-Inspektion – 100 % optische Sortierung möglich
Tape-and-Reel-Verpackung – Bereit für die automatisierte Montage
Prototyping-Service – Softtooling für die Validierung kleiner Stückzahlen
Kostenloses DFM-Feedback – Wir identifizieren potenzielle Probleme vor der Werkzeugbereitstellung
KontaktNuote-Metallenoch heute, um Ihre Zeichnung einzureichen oder Ihre zu besprechenStanzen von KleinteilenAnforderungen.
Hot-Tags: Stanzen von Kleinteilen, Stanzteilefabrik, China, Stanzen von Kleinteilen
Anfrage absenden
Bitte zögern Sie nicht, Ihre Anfrage im untenstehenden Formular zu stellen. Wir werden Ihnen innerhalb von 24 Stunden antworten.








X
Wir verwenden Cookies, um Ihnen ein besseres Surferlebnis zu bieten, den Website-Verkehr zu analysieren und Inhalte zu personalisieren. Durch die Nutzung dieser Website stimmen Sie der Verwendung von Cookies zu.
Datenschutzrichtlinie