
Produkte









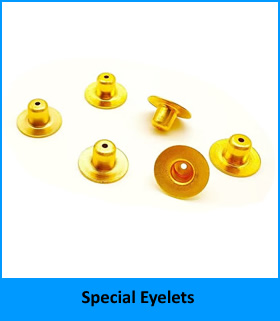
Gestanzte Öse
Benötigen Sie eine zuverlässige gestanzte Öse? In unserer Fabrik in China produziert Nuote Metals individuell gestanzte Ösen für Planen, Banner und Outdoor-Ausrüstung. Das gestanzte Design sorgt für saubere Löcher ohne Stoffverzerrung, erhältlich in Messing, Eisen, Edelstahl oder Aluminium. Perfekt für Heimwerker und Hersteller, die eine schnelle Verstärkung suchen. Beheben Sie Kantenrisse mit Ösen, die sich in Sekundenschnelle installieren lassen. Vertrauen Sie uns für einheitliche Größen und schnelle Lieferung.
Anfrage absenden
Produktbeschreibung
Zum Verstärken von Löchern in Stoff, Leder oder dünnem Blech bietet dieses Bauteil eine einfache, dauerhafte Lösung. Im Gegensatz zu gezogenen oder rohrförmigen Alternativen agestanzte Ösewird durch Extrudieren eines Zylinders aus einer flachen Scheibe geformt – das Ergebnis ist ein nahtloses, gratfreies Teil, das für die Montage in großen Stückzahlen geeignet ist.
Nuote-Metallebefolgt bei jeder Bestellung ein strenges siebenstufiges Fertigungsprotokoll, von der Materialbeschaffung bis zur Endkontrolle. In diesem Leitfaden werden unsere Prozesse, Materialoptionen, Maßdaten und transparenten Qualitätsrichtlinien detailliert beschrieben.

Anwendungen aus der Praxis
Fall 1 – Dekorative Akzente für Spielzeugmesser (ABS-Kunststoff, gestanzte Messingöse)
Ein Kinderspielzeughersteller wollte seiner Spielmesserserie einen realistischen, hochwertigen Look verleihen. Das Design sah kleine Metallpunkte um die Klinge und den Griff vor, um das Aussehen von Nieten an einem echten Werkzeug nachzuahmen. Diese Akzente waren rein dekorativ und nicht tragend. Die Anforderungen waren: glänzend, kindersicher, einfach zu installieren und sicher genug, um hartes Spielen zu überstehen.
Wir lieferten gestanzte Ösenkomponenten aus Messing (3 mm Innendurchmesser, 6 mm Außenflansch, 2 mm kurze Lauflänge, lackierte Oberfläche). Durch den flachen Lauf konnte die Öse nahezu bündig mit der ABS-Oberfläche abschließen. Die glänzende Messingoberfläche verleiht dem Spielzeug ein hochwertiges, „authentisches“ Aussehen. Da die gestanzte Öse keine scharfen Grate aufweist, hat sie alle Sicherheitstests gegen Fingerklemmen bestanden. Wir empfehlen eine einfache Heat-Stake-Installation: Erwärmen Sie die Öse leicht und drücken Sie sie in eine vorgeformte Aussparung. Nach 10.000 Fall- und Schlagzyklen hatte sich keine der Zierösen gelöst oder war herausgefallen. Der Kunde nutzt unsere gestanzten Messingösen nun bei vier Spielzeugmodellen als charakteristisches Designelement.

Fall 2 – Planenbefestigungspunkt
Ein industrieller Planenhersteller benötigte eine korrosionsbeständige Öse für Abdeckungen schwerer Lastkraftwagen, die Streusalz und Regen ausgesetzt sind. Die bisherigen Alu-Ösen verformten sich unter hoher Spannung und korrodierten nach einem Winter. Sie benötigten eine stärkere, rostfreie Lösung, die einer Zugkraft von 200 kg standhalten konnte.
Wir empfehlen gestanzte Ösenteile aus Messing (8 mm Innendurchmesser, 15 mm Außenflansch, 8 mm Lauflänge, lackierte Oberfläche). Das Messingmaterial bot eine hervorragende Korrosionsbeständigkeit unter Außenbedingungen und blieb gleichzeitig leicht zu härten. Der nahtlose Lauf der gestanzten Öse rollte fest gegen das PVC-Gewebe und verhinderte so ein Durchziehen. Der breite Messingflansch verteilt die Last gleichmäßig und verhindert so Verformungen. Nach zwei Jahren Feldeinsatz bei 5.000 Planen wurden keine Ausfälle gemeldet. Der Kunde hat inzwischen alle Schwerlastabdeckungen auf unsere gestanzten Messingösen umgestellt.

Wir können verschiedene Arten von Ösen herstellen
Nuote-Metalleproduziert verschiedene Arten von Ösen, wie Messingösen, Stahlösen, Edelstahlösen, Aluminiumösen, Kupferösen und Spezialösen.





Technische Parameter – Materialien und Abmessungen
Wir bieten diese Ösen in vier Materialfamilien an.
Materialoptionen
| Material | Noten | Typisches Finish | Korrosionsbeständigkeit |
|---|---|---|---|
| Messing | C26000 | Lackiert, antik, Nickel | Gut (Indoor/Marine) |
| Kohlenstoffarmer Stahl | SPCC, Q195 | Verzinkt (klar/blau/gelb) | Mäßig bis gut |
| Aluminium | 5052, 1100 | Klar oder farbig eloxiert | Gut (Salzspray 100+ Stunden) |
| Edelstahl | 304, 316 | Passiviert, glasperlengestrahlt | Ausgezeichnet (Marine/Chemie) |
Standard-Abmessungsbereich
| Innendurchmesser (mm) | Außenflansch (mm) | Lauflänge (mm) | Griffbereich (mm) |
|---|---|---|---|
| 3.0 | 6,0 – 6,5 | 3,4,5 | 1,0 – 3,5 |
| 4.0 | 7,5 – 8,0 | 4,5,6 | 1,5 – 4,5 |
| 5.0 | 9,0 – 10,0 | 5,6,7 | 2,0 – 5,5 |
| 6.0 | 10.5 – 11.5 | 6,7,8 | 2,5 – 6,5 |
| 8.0 | 13,5 – 15,0 | 7,8,10 | 3,0 – 8,0 |
| 10.0 | 16.0 – 18.0 | 8,10,12 | 3,5 – 10,0 |
Derzeit haben wir mehr als 3000 verschiedene Ösengrößen auf Lager, hier sind nur einige Größen aufgeführt.
Siebenstufiger Produktionsprozess
Wir befolgen diesen Arbeitsablauf für jede Charge.
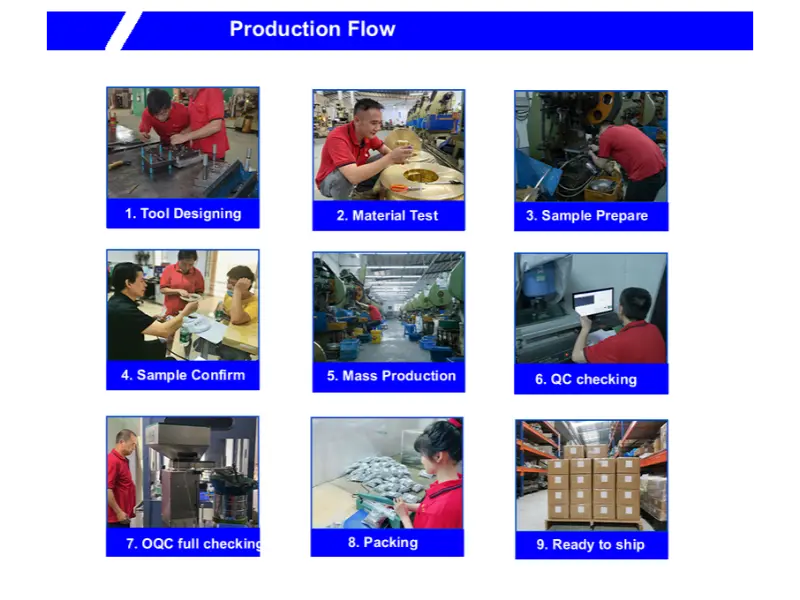
Schritt für Schritt vom Rohmaterial zum fertigen Teil
2. Materialinspektion– Eingehende Spulen werden mit einem Spektrometer getestet, um die chemische Zusammensetzung zu überprüfen. Die Dicke wird mit einem Lasermikrometer überprüft.
3. Anpassung oder Einrichtung der Werkzeuge– Für neue Abmessungen entwerfen und bearbeiten wir Folgeverbundwerkzeuge aus Hartmetall (Vorlaufzeit 15–25 Tage). Bei Standardgrößen montieren und richten unsere Techniker die vorhandene Matrize aus.
4. Erstmusterprüfung– Die Presse verarbeitet 20–50 Musterstücke. Unser QA-Team misst alle Abmessungen (Innendurchmesser, Außendurchmesser, Lauflänge, Flanschdicke). Muster werden dem Kunden zur Genehmigung zugesandt.
5. Massenproduktion– Nach der Freigabe läuft die Presse mit 200–600 Hüben pro Minute und produziert bis zu 30.000 Bauteile pro Stunde. Alle 2.000 Stück finden prozessbegleitende Kontrollen statt.
6. Untervergabe von Beschichtungen (falls erforderlich)– Für Stahl- oder Messingteile, die eine Zink-, Nickel- oder Antikbeschichtung erfordern, senden wir Chargen an unsere zertifizierten Beschichtungspartner. Die Dicke der Beschichtung wird durch RFA überprüft.
7. Abschließende Ausgangskontrolle– Fertige Chargen werden zu 100 % optisch nach kritischen Abmessungen sortiert. Eine Zufallsstichprobe (AQL 1.0) wird zur volldimensionalen und Pull-Test-Verifizierung gezogen. Mit jeder Lieferung wird ein Konformitätszertifikat ausgestellt.
Dieser siebenstufige Workflow stellt sicher, dass jedergestanzte ÖseBeim Verlassen unseres Werks werden die von uns versprochenen Toleranzen und Materialeigenschaften eingehalten.
Sehen Sie sich unser Video an, um zu erfahren, wie wir Ösen herstellen
Qualitätssicherung und Zertifizierungen
Für jede Charge pflegen wir Folgendes:
- Zertifizierungsumfang
- ISO 9001:2015 Vollständiges Qualitätsmanagementsystem
- RoHS (2011/65/EU) Blei-, Cadmium- und Quecksilbergrenzwerte (SGS-geprüft)
- REACH SVHC-Deklaration (aktuelle Liste)
- Konfliktmineralien-DRC-freie Erklärung
Zu jeder Lieferung gehören ein Werkstestzertifikat, ein Maßkontrollbericht, ein Zertifikat über die Beschichtungsdicke (falls zutreffend) und ein unterzeichnetes Konformitätszertifikat.

Transparente Richtlinien
- Musterrichtlinie – 20 kostenlose Stücke für jede Standardgröße (Kunde zahlt Versand)
- Mindestbestellmenge – 2.000 Stück für Stahl/Messing; 5.000 für Edelstahl/Aluminium
- Lieferzeit – 5–7 Werktage für vorrätige Größen; 12–15 Tage für individuelle Veredelungen
- Werkzeugkosten – Keine für Standard-IDs und Lauflängen
- Rückgaberecht – Defekte Teile werden kostenlos ersetzt
Nuote-Metalleerhebt keine Kosten für eine erneute Qualifizierung oder erneute Bemusterung, wenn die Toleranzen nicht eingehalten werden.
Häufig gestellte Fragen
F1: Was ist der Unterschied zwischen einer gestanzten Öse und einer Hohlniete?
A: Der Hauptunterschied liegt in der Art und Weise, wie sie hergestellt werden. Unsergestanzte Öse(auch tiefgezogene Öse genannt) wird durch einen fortschreitenden Tiefziehprozess aus einem flachen Metallblech geformt: Wir stanzen einen Rohling, ziehen ihn dann in eine Tasse und stechen schließlich in den Boden, um das Loch zu erzeugen. Dadurch entsteht ein nahtloses, einteiliges Bauteil mit glattem Lauf und ohne Fugen. Im Gegensatz dazu geht ein Rohrniet von einem Metallrohr (nahtlos oder geschweißt) aus. Das Rohr wird auf Länge geschnitten, dann wird ein Ende gerollt oder gestaucht, um den Flansch zu bilden. Da vorgefertigte Rohre verwendet werden, kann ein Rohrniet eine sichtbare Naht haben (wenn er geschweißt ist) und hat normalerweise eine dünnere Wand als eine gezogene Öse mit demselben Durchmesser. Für Anwendungen, die eine saubere, gratfreie Bohrung und höchste Auszugsfestigkeit in weichen Materialien (Leder, Stoff, Kunststoff) erfordern, empfehlen wir unsere gestanzte Öse. Für großvolumige, kostengünstige Metall-auf-Metall-Befestigungen, bei denen eine sichtbare Naht akzeptabel ist, kann ein Hohlniet ausreichen.
F2: Können gestanzte Ösenkomponenten aus Edelstahl ohne Risse hergestellt werden?
A: Ja, aber mit spezifischen Kontrollen. Edelstahl (insbesondere 304) härtet beim Extrudieren schnell aus. Wir verwenden polierte Hartmetall-Formstempel und mehrstufige Extrusion (drei leichte Schläge anstelle eines schweren Schlags), um Risse zu verhindern. Zusätzlich wird ein chlorfreies Hochleistungsschmiermittel aufgetragen. Bei Lauflängen von mehr als 1,5×ID empfehlen wir ein Zwischenglühen oder den Wechsel zu Edelstahl 316. Unsere interne Ablehnungsrate für Edelstahlversionen liegt bei 0,6 % und damit unter dem Branchendurchschnitt.
F3: Wie wähle ich die richtige Lauflänge für eine gestanzte Öse aus, wenn der Materialstapel Schaumstoff oder Polsterung enthält?
A: Messen Sie die Stapeldicke unter tatsächlichem Klemmdruck (nicht im Ruhezustand). Wählen Sie dann eine Lauflänge, die die komprimierte Dicke um 1,0–1,5 mm überschreitet. Wenn beispielsweise Schaum bei einem Druck von 2 kg/cm² von 5 mm auf 2 mm komprimiert wird, verwenden Sie eine Lauflänge von 3,0–3,5 mm. Nuote Metals bietet Musterkits mit mehreren Lauflängen an, damit Sie die Clinchbildung an Ihrem tatsächlichen Material testen können. Wir stellen auch einen kostenlosen Griffbereichsrechner zur Verfügung – senden Sie uns Ihre Materialstapeldetails für eine Empfehlung.
Warum sollten Sie sich für uns entscheiden?
- Vier Materialfamilien – Messing, Stahl, Aluminium, Edelstahl (304/316)
- Eigene Werkzeugausstattung – keine externen Werkzeugkosten für Standardgrößen
- 100 % optische Sortierung – eliminiert maßlich fehlerhafte Teile
- Kostenloses Musterprogramm – testen Sie die Passform, bevor Sie Produktionsmengen bestellen
- Vollständige Rückverfolgbarkeit – MTC-, CoC- und Beschichtungsberichte bei jeder Bestellung
KontaktNuote-MetalleFordern Sie noch heute ein Musterpaket oder ein Compliance-Paket an.
Hot-Tags: Gestanzte Öse, China-Ösenfabrik, China-Ösen
Verwandte Kategorie
Anfrage absenden
Bitte zögern Sie nicht, Ihre Anfrage im untenstehenden Formular zu stellen. Wir werden Ihnen innerhalb von 24 Stunden antworten.








X
Wir verwenden Cookies, um Ihnen ein besseres Surferlebnis zu bieten, den Website-Verkehr zu analysieren und Inhalte zu personalisieren. Durch die Nutzung dieser Website stimmen Sie der Verwendung von Cookies zu.
Datenschutzrichtlinie